

Quick Answer: PCBA reliability testing costs $1.50–$5.00 per board for production screening like burn-in, while design qualification (HALT) requires a $1,500–$5,000 one-time chamber rental. Implementing these tests reduces field infant mortality rates from 1.5% to below 0.2%, saving an average of $50 in warranty costs per board.
Key takeaways:
- HALT finds design margins by testing to failure; HASS screens manufacturing defects within limits.
- Burn-in for 48–168 hours at 40°C–55°C is critical for catching “infant mortality” failures in new products.
- Thermal cycling requirements scale by industry: Consumer (100–500 cycles), Automotive (1000–2000+ cycles).
- A standard reliability test spec must define sample size, stress profile, and pass/fail criteria to avoid CM ambiguity.
Table of Contents
- 1. Why Should You Care About Reliability Testing Beyond Functional Testing?
- 2. What Are the Main Types of PCBA Reliability Tests?
- 3. HALT vs HASS: What’s the Difference and Which Do You Need?
- 4. When Is Burn-In Testing Necessary and How Long Should It Run?
- 5. How Many Thermal Cycles Does Your Product Actually Need?
- 6. What Does Each Reliability Test Cost and How Long Does It Take?
- 7. Which Reliability Tests Match Which Industries and Standards?
- 8. How Do You Write a Reliability Test Specification for Your CM?
- 9. How Do You Interpret Reliability Test Reports and Make Pass/Fail Decisions?
Functional testing proves your board works today, but pcba reliability testing proves it will still work three years from now in a humid basement or a vibrating car engine. Many suppliers claim they “do reliability testing,” but without a specific specification, you might be paying for a superficial heat soak that misses 90% of potential field failures. At QueenEMS, we integrate reliability data into our 99.7% first-pass yield strategy, helping you catch latent defects before they become expensive warranty claims.
1. Why Should You Care About Reliability Testing Beyond Functional Testing?
Functional testing (ICT/FCT) only catches “dead on arrival” defects, while reliability testing identifies latent weaknesses like solder joint fatigue or component degradation that appear after weeks of field use. For a typical $200 consumer product, functional testing costs roughly $1–$2 per board, but failing to perform reliability testing can lead to a 2–5% field return rate, costing the company $50–$100 per return in logistics and replacement parts.
- Latent Defect Detection: Catches weak wire bonds or micro-cracks that electrical tests miss.
- Warranty Cost Reduction: Every 1% reduction in field failures directly boosts net margin by $2–$5 per unit.
- Brand Protection: Prevents “mass recall” scenarios that can bankrupt hardware startups.
Bottom line: Use functional testing to verify the “Now” and reliability testing to guarantee the “Forever”; skipping the latter is a high-stakes gamble on your brand’s future.
2. What Are the Main Types of PCBA Reliability Tests?
The main types of pcba reliability tests include accelerated life testing (HALT/HASS), burn-in, thermal cycling, and environmental stress screening (ESS) for humidity and vibration. Each test targets a specific failure mode: burn-in catches early-life component failures, while thermal cycling is the primary method for evaluating solder joint reliability over the product’s expected lifespan.
- HALT/HASS: Rapidly finding design limits and screening production lots.
- Burn-In: Operating boards at elevated temperatures to trigger “infant mortality.”
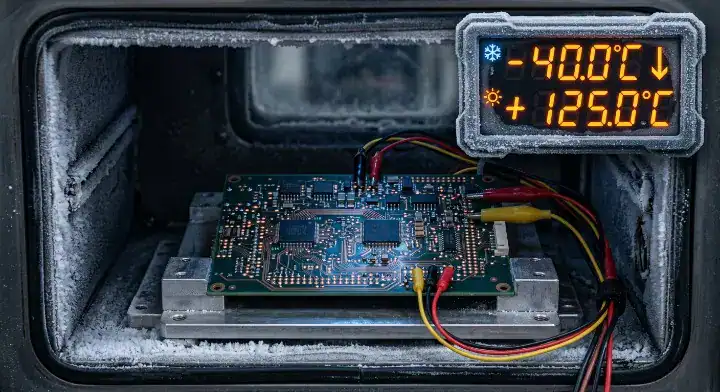
- Thermal Cycling: Alternating between extreme hot and cold to stress physical interconnections.
- Vibration/Shock: Testing mechanical integrity against shipping or operational movement.
| Test Name | What It Stresses | Typical Duration | Stage in Lifecycle |
|---|---|---|---|
| HALT | Design Margins | 3 – 5 Days | Design (DVT) |
| HASS | Manufacturing | 2 – 8 Hours | Production (PVT) |
| Burn-In | Early Life Components | 48 – 168 Hours | Production / Screening |
| Thermal Cycling | Solder Joints | 1 – 4 Weeks | Qualification |
Choose HALT during the design phase to find the “breaking point” of your hardware, but choose HASS or Burn-In for ongoing production to verify consistent quality.
Bottom line: Don’t treat these as a single checklist; match the test to your current product maturity to maximize ROI on your testing budget.
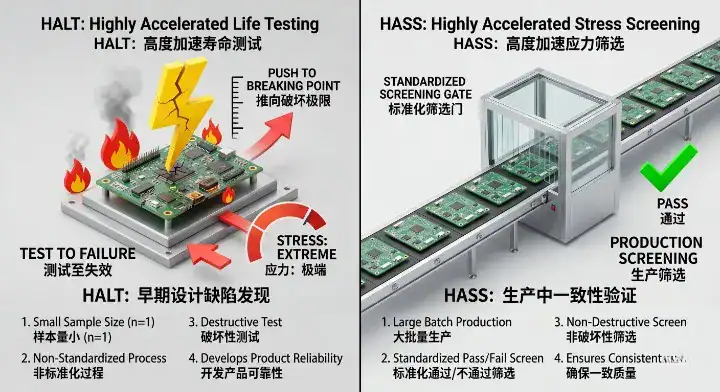
3. HALT vs HASS: What’s the Difference and Which Do You Need?
HALT (Highly Accelerated Life Test) is performed during the design stage to find design weaknesses by stressing the board beyond its specifications until it fails; HASS (Highly Accelerated Stress Screen) is a production test used to catch manufacturing defects using stresses that are rigorous but remain within the product’s design limits. HALT requires a small sample size of 3–5 boards, whereas HASS is often applied to 100% of units or a large sampling of the production lot.
- halt testing pcb purpose: To increase the “design margin” and find the fundamental limit of the hardware.
- hass testing pcb purpose: To confirm that the production process hasn’t introduced new variables like bad solder paste or component batches.
| Feature | HALT | HASS |
|---|---|---|
| When Used | Design / Prototype Stage | Mass Production Stage |
| Stress Level | Beyond Spec (To failure) | Within Spec (Near limits) |
| Sample Size | 3 – 5 Units | 100% or Large Sample |
| Outcome | Design Improvement | Pass/Fail Screening |
| Typical Cost | $1,500 – $5,000 | $2 – $10 per unit |
Bottom line: You need HALT once per design to prove your engineering, and HASS for every batch to prove your factory is doing their job correctly.
4. When Is Burn-In Testing Necessary and How Long Should It Run?
Burn-in testing is necessary for products where the cost of field failure exceeds the $1.20–$2.50 per board testing cost, typically running for 48 to 168 hours at temperatures between 40°C and 55°C. This process accelerates the “infant mortality” phase of the reliability bathtub curve, ensuring that components prone to early failure are caught in the factory rather than by the end customer.
Factory Experience: A startup client was shipping 5,000 units of a smart home device. Their 200-unit pilot run showed a 1.5% failure rate within the first 48 hours of use. We recommended a 48-hour burn-in at 55°C with cyclic power-on/off. For the mass production run, we caught 35 boards (0.7%) during burn-in. Customer returns dropped from 1.5% to 0.2%. The burn-in cost was $1.20 per board, while saving $50 per averted return.
- Infant Mortality: Caught within the first 24–72 hours of stress.
- Standard Duration: 48 hours is the “sweet spot” for most commercial electronics.
- High Reliability: 168 hours (one week) is the gold standard for medical and aerospace.
Bottom line: Demand burn-in testing if your product has high return-shipping costs; 48 hours is usually enough to catch the majority of early-life component defects.

5. How Many Thermal Cycles Does Your Product Actually Need?
The required number of thermal cycles is determined by your industry and expected service life: consumer electronics typically target 100–500 cycles (-40°C to +85°C), while automotive and aerospace applications require 1,000 to 2,000+ cycles (-55°C to +125°C). Using the Coffin-Manson model, engineers can convert these accelerated laboratory cycles into an equivalent number of years in the field.
IPC-9701 defines performance test methods for surface mount solder attachments, specifying that most consumer electronics need a 500-cycle minimum to pass. Research from CALCE (University of Maryland) established the methodologies for these accelerated tests, helping you justify why you might need more than a generic “24-hour heat test.”
Factory Case Study: We recently worked with a telecom client whose gear was failing in outdoor cabinets. They initially requested 200 cycles, but we pushed for 1,000 cycles based on IPC-9701 Class 3 requirements. The testing revealed that a specific solder joint reliability issue was causing BGA fractures at cycle 450. By changing the underfill and the PCB finish, we increased the MTBF (Mean Time Between Failures) by 40%.
| Industry | Typical Cycles | Temperature Range | Standard Reference |
|---|---|---|---|
| Consumer Electronics | 100 – 500 | 0°C to +70°C | IPC-9701 |
| Industrial / Telecom | 500 – 1,000 | -40°C to +85°C | IPC-9701 Class 2 |
| Automotive | 1,000 – 2,000 | -40°C to +125°C | AEC-Q100/101 |
| Aerospace / Military | 2,000+ | -55°C to +125°C | MIL-STD-810 |
Bottom line: Don’t guess the cycle count; follow your industry standard (IPC-9701 or AEC-Q) to ensure your PCBA testing prevents field failures effectively.
6. What Does Each Reliability Test Cost and How Long Does It Take?
The cost of pcba reliability testing varies significantly by the type of stress applied: production burn-in is the most affordable at roughly $0.50–$2.00 per board per day, whereas high-end HALT testing requires a $500–$1,500 daily chamber rental fee plus engineering labor. A full qualification suite for a new product can take anywhere from 1 to 4 weeks depending on the required thermal cycle counts.
- HALT (Design): Expect $5,000–$15,000 for a full design margin report.
- HASS (Production): Costs $2–$10 per unit depending on batch size and duration.
- Burn-In: Often included as part of a PCB assembly test strategy at high-quality EMS providers.
| Test Type | Equipment/Rental Cost | Per-Unit Cost | Typical Duration |
|---|---|---|---|
| HALT | $1,000 – $1,500 / Day | N/A | 3 – 5 Days |
| Burn-In | $200 – $500 / Day | $0.50 – $2.00 | 2 – 7 Days |
| Thermal Cycling | $300 – $800 / Day | $5 – $20 | 7 – 30 Days |
| Vibration | $500 – $1,000 / Day | $10 – $50 | 1 – 2 Days |
Bottom line: Reliability is an investment, not an expense; if you are on a budget, prioritize 48-hour burn-in over expensive X-ray inspection or vibration testing.
7. Which Reliability Tests Match Which Industries and Standards?
The reliability testing requirements for your product are often dictated by regulatory bodies: medical device assemblies must comply with IEC 60601-1-2 and ISO 13485, while automotive electronics must pass AEC-Q100/200 and IATF 16949 standards. Failing to specify the correct test combination can result in regulatory rejection and months of lost revenue.
Project Case Study: A medical device client needed qualification for an FDA Class II monitor. We defined a matrix: temperature cycling (-10°C to +50°C x 100 cycles), humidity (85%RH x 96 hours), and 100% production burn-in. The total investment was $28,000 for qualification plus $0.80 per board. The device passed FDA 510(k) review on the first attempt. Their previous product, lacking environmental testing, failed review and required additional testing—total schedule loss $400K+ in delayed revenue.
- Consumer: Focus on drop tests and high-humidity (85/85) testing.
- Automotive: Focus on extreme thermal shock and power cycling.
- Industrial: Focus on long-term thermal aging and vibration.
Bottom line: For regulated industries (Medical/Auto/Military), reliability testing is mandatory for certification; do it upfront to avoid a “rejection shock” from the FDA or FAA.
8. How Do You Write a Reliability Test Specification for Your CM?
A professional reliability test specification must include 8 critical elements: test type, sample size, stress profile, duration, pass/fail criteria, measurement frequency, reporting format, and witness requirements. Simply asking for “standard testing” is a recipe for failure, as every CM interprets that term differently based on their available equipment.
A good spec includes:
- Test Type: e.g., “Thermal Cycling per IPC-9701.”
- Sample Size: e.g., “5 units for HALT, 100% for Burn-in.”
- Stress Profile: e.g., “-40°C to +105°C, 10°C/min ramp rate.”
- Duration: e.g., “500 cycles” or “168 hours.”
- Pass/Fail Criteria: e.g., “Zero functional degradation; less than 10% impedance change.”
You should also integrate these requirements into your functional testing EVT DVT PVT plan to ensure continuity across the product lifecycle.
Bottom line: Be specific with your numbers; if you don’t define the “ramp rate” and “dwell time,” your CM will likely choose the fastest (and least effective) settings.
9. How Do You Interpret Reliability Test Reports and Make Pass/Fail Decisions?
Interpreting a pcba reliability testing report requires looking beyond the “Pass” checkmark; you must analyze the “Time to Failure” distribution to see how close your product was to its design limit. A product that passes 500 cycles but shows 15% impedance increase at cycle 490 is a “risky pass” that might fail in a real-world environment with high humidity.
- Check for Outliers: Did one board fail much earlier than the others? This points to a manufacturing defect.
- Verify Data Logs: Ensure the temperature sensors actually reached the target points in the chamber.
- Analyze Failure Modes: If a board fails, was it a component crack (design issue) or a solder bridge (process issue)?
Bottom line: A “Pass” is not a guarantee of safety; always look at the drift in electrical parameters (voltage/impedance) to see how much life is actually left in the hardware.
FAQ
What is the difference between HALT and HASS testing? HALT (Highly Accelerated Life Test) is a design-stage tool used to find the physical limits of a board by testing it to failure. HASS (Highly Accelerated Stress Screen) is a production-stage tool used to catch manufacturing errors by applying stress within the known design limits. Use HALT to improve your design and HASS to verify your factory’s consistency.
How long should burn-in testing run? For most commercial products, 48 hours is the industry standard for catching infant mortality failures. High-reliability products for medical or aerospace applications often require 168 hours (one week). The duration should be based on your historical failure data—if failures still occur at hour 47, you need a longer burn-in.
How much does HALT testing cost? A typical 3–5 day HALT session costs between $5,000 and $15,000, including chamber rental and engineering labor. While expensive, it is significantly cheaper than a $100,000 field recall. For small startups, many third-party labs offer daily rates of $1,000–$1,500.
Is reliability testing mandatory? While not mandatory for all consumer goods, it is legally required for regulated industries like medical (IEC 60601), automotive (IATF 16949), and aerospace. Even for non-regulated products, skipping it increases your long-term warranty liability and risks your brand reputation.
How do I write a reliability test spec? Your spec must define 5 key variables: the specific test standard (like IPC-9701), the temperature/vibration ranges, the duration (cycles or hours), the sample size, and the exact definition of a “failure.” Avoid using the word “standard” and use specific numbers instead.
Choosing the right pcba reliability testing protocol is the difference between a successful product launch and a warehouse full of returns. You need a partner who understands the physics of failure as well as the economics of production.
At QueenEMS, we offer Free DFM/DFA engineering reviews on every order to catch reliability issues before they hit the line. We provide full turnkey service, including 3D AOI and X-ray inspection on every BGA joint, to verify that your boards are built to last. Whether you need 24-hour turnaround for a prototype or mass production scaling for a global launch, our 99.7% first-pass yield and up to 60-layer capability ensure your hardware is bulletproof. Contact us at QueenEMS to specify your reliability roadmap today.
Written by the QueenEMS Engineering Team
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.