
Quick Answer: Scaling PCB assembly from pilot to mass production takes 8 to 16 weeks and requires shifting from flexible prototype processes to rigid, automated high-volume systems. You must transition your BOM to tape-and-reel packaging, invest $5,000–$20,000 in automated test fixtures, and implement strict statistical process control to prevent the typical 2–5% yield drop that occurs when volume amplifies hidden variations. Key takeaways:
- BOM costs account for 60–70% of total PCBA expenses at scale, making supply chain your biggest risk.
- Custom ICT fixtures break even at around 2,000 boards compared to manual flying probe testing.
- 60–90% of surface mount defects in high-volume production are directly related to solder paste degradation.
- Switching manufacturers mid-ramp forces a complete re-qualification and adds 4 to 8 weeks of delay.
Table of Contents
- What Does Production Ramp-Up Mean in PCB Assembly?
- Why Do Most Scaling Failures Happen Between Pilot and Mass Production?
- What Are the 6 Phases of a Successful PCBA Ramp-Up?
- How Should You Scale Your BOM and Supply Chain for Volume?
- What Changes in Testing and Inspection When You Scale?
- How Do You Maintain Yield Consistency From Pilot to Production?
- What Are the Warning Signs That Your Scaling Is Failing?
- How Do You Choose a Manufacturer That Can Scale With You?
- FAQ
Your 100-board pilot run was a complete success, but jumping straight to a 5,000-board order without a plan is a fast track to broken schedules. When you attempt a large-scale pcb assembly ramp up without a structured transition, hidden supply chain fractures and process variations will suddenly destroy your unit economics. At QueenEMS, we maintain a 99.7% first-pass yield rate across our high-volume lines because we treat scaling as a rigorous engineering exercise, not just a purchase order upgrade. Here is the exact framework to scale your hardware production predictably.
What Does Production Ramp-Up Mean in PCB Assembly?
Production ramp-up is the structured 8 to 16-week transition from small-batch pilot validation to sustained mass production of 1,000+ units. It requires shifting your supply chain from cut-tape distribution to factory-direct reels, locking down all assembly variables, and replacing manual bench testing with automated inspection fixtures. Turnkey assembly is a full-service model where the manufacturer handles component sourcing, PCB fabrication, and assembly under a single contract, typically saving 15–20% in overhead during this transition phase.
Here is the truth: Scaling alters the physical physics of manufacturing. You must shift your focus completely:
- From design validation to supply chain resilience.
- From individual board rework to statistical defect prevention.
- From engineering adjustments to rigid, locked-down parameter control.
Bottom line: Stop treating your production order like a bigger prototype run; ramp-up is a complete re-engineering of your supply chain and quality control.
Why Do Most Scaling Failures Happen Between Pilot and Mass Production?
Most scaling failures happen because teams ignore supply chain physics, specifically the reality that BOM costs account for 60% to 70% of total PCBA costs and dictate production schedules. A single-source IC that was easy to buy in a 50-piece cut-tape format from DigiKey can suddenly have a 20-week lead time when you need 5,000 units on a continuous reel. Volume amplifies single points of failure.
The most common ramp-up failure we see is a broken supply chain. A robotics startup recently ran a flawless pilot of 100 boards with us using DigiKey cut-tape components. When they approved production of 3,000 units, we discovered their main MCU had a 16-week lead time in reel form, and their QFN sensor was single-sourced. We paused everything and spent 4 weeks qualifying alternate components. That 4-week delay saved them from discovering these issues mid-production with $40,000 of components sitting uselessly on a stalled assembly line.
| Feature | Pilot Run (50-200 units) | Mass Production (2000+ units) |
|---|---|---|
| BOM Sourcing | Cut-tape from regional distributors | Full reels direct from manufacturers |
| Assembly Process | Flexible parameters, manual tweaks | Locked parameters, fixed profiles |
| Testing | Flying probe, manual functional test | ICT fixture, automated functional test |
| Quality Control | Visual inspection, basic AOI | 3D AOI, inline SPI, X-Ray for all BGAs |
| Supply Chain | Single sources accepted | Dual-sourced for all critical ICs |
| Cost Structure | High NRE, high unit cost | Amortized NRE, optimized unit cost |
Choose a flexible prototype process if you are building under 200 units and anticipate design tweaks. Choose a locked-down production process if you are scaling past 1,000 units and need consistent unit economics.
Consider this scenario: Buying parts for 50 boards is online shopping; buying parts for 5,000 boards is global logistics management.
Bottom line: Your pilot proves your design works, but your ramp-up proves your supply chain can survive.
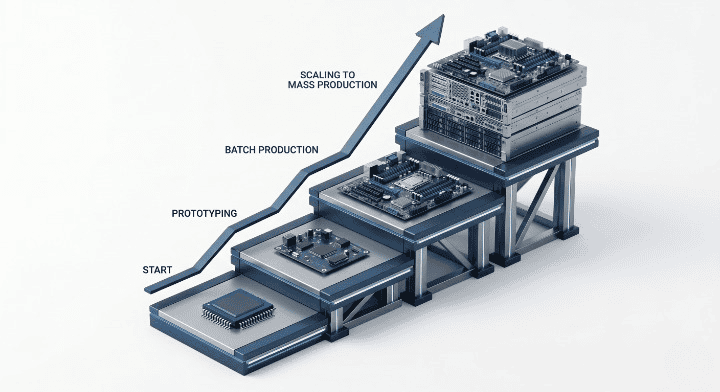
What Are the 6 Phases of a Successful PCBA Ramp-Up?
A successful PCBA ramp-up follows 6 distinct phases over 8 to 16 weeks: Prototype, Pilot, Pre-production, Low-volume, High-volume, and Sustained production. Each phase has strict go/no-go criteria based on yield targets, typically starting at 50 boards and methodically scaling up to 10,000+ units to isolate specific manufacturing variables.
Industry standards guide this progression. The IPC-A-610 standard defines acceptability classes for electronic assemblies; you must lock your target IPC class before scaling begins, because switching from Class 2 to Class 3 mid-production requires re-qualifying all inspection criteria and will delay production by 2 to 4 weeks.
| Phase Name | Typical Qty | Duration | Primary Focus | Go/No-Go Criteria |
|---|---|---|---|---|
| 1. Prototype | 5-20 | 1-2 weeks | Design verification | Board boots, core functions work |
| 2. Pilot | 50-200 | 2-4 weeks | SMT profile tuning, DFM | FPY > 95%, critical bugs fixed |
| 3. Pre-production | 500-1,000 | 2-4 weeks | Fixture validation, BOM shift | Test coverage > 90%, alternate ICs pass |
| 4. Low-volume | 1,000-3,000 | 2-4 weeks | Yield stabilization, cycle time | Yield variance < 2% across 3 shifts |
| 5. High-volume | 3,000-10,000 | Ongoing | Supply chain locking | Zero downtime from part shortages |
| 6. Sustained | 10,000+ | Ongoing | Cost reduction engineering | Yield stable at 99%+ |
Use Phase 2 (Pilot) if you need to validate the factory’s SMT profile on 100 units. Use Phase 4 (Low-volume) if you are building 1,000 units to test your automated inspection fixtures before full market release.
What does this mean for you? You cannot compress physics; skipping pre-production to hit a marketing deadline guarantees defect rates will spike on the final assembly line.
Bottom line: Never skip a phase; moving from 100 to 5,000 units without a pre-production run is gambling with your capital.
How Should You Scale Your BOM and Supply Chain for Volume?
Scaling your BOM for volume requires transitioning 100% of your SMT components from sample packaging to factory-ready tape-and-reel formats while securing secondary sources for critical ICs. Because component procurement is the highest schedule risk, you must map out lead times for quantities of 1,000+ units at least 12 weeks before production begins to prevent line-down situations.
| Item | Pilot Status | What Needs to Change for Production | Who Owns It | Deadline |
|---|---|---|---|---|
| Component Packaging | Cut-tape / Loose samples | 100% Tape-and-Reel or Trays | Procurement | Pre-production |
| Critical IC Sourcing | Single source (DigiKey) | Dual-sourced / Direct manufacturer | Engineering | Pre-production |
| Passives Lifecycle | Active / Unknown | Checked against EOL/NRND lists | Procurement | Pilot exit |
| MOQ Negotiation | Buying exact quantities | Negotiating 5K+ reels for 15% discount | Purchasing | Low-volume |
Choose authorized regional distributors if you need 500 units quickly with low minimum order quantities (MOQs). Choose direct manufacturer sourcing if you are building 5,000+ units and need to cut unit costs by 12% to 18%.
If you issue a prototype vs production order without updating your BOM strategy, your manufacturer will physically struggle to feed loose components into high-speed pick-and-place machines.
Why does this matter? Hand-loading parts adds severe labor costs and introduces human placement errors that ruin high-volume yields.
Bottom line: Lock in your tape-and-reel packaging and qualify alternate components before you issue the production purchase order.
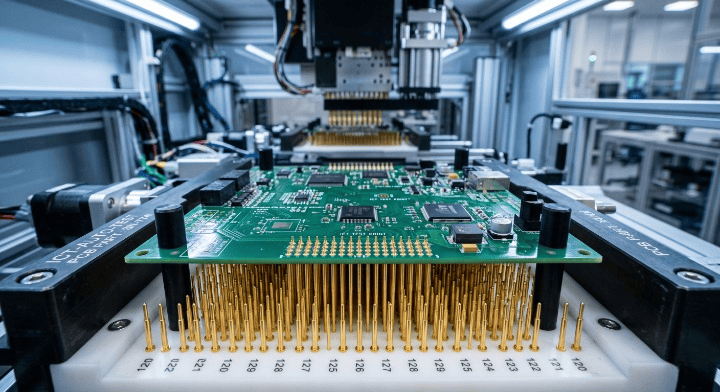
What Changes in Testing and Inspection When You Scale?
When scaling past 1,000 boards, testing transitions from manual flying probe methods—which take 15 minutes per board—to In-Circuit Test (ICT) fixtures that process boards in 20 to 30 seconds. While an ICT fixture requires a $5,000 to $20,000 upfront investment, it typically breaks even at a volume of 2,000 boards by eliminating hundreds of hours of manual labor.
NRE (Non-Recurring Engineering) fees are one-time setup costs covering fixture fabrication and programming, typically ranging from $1,500 to $5,000 for standard automated test equipment. You absorb these costs once to gain massive speed advantages later.
| Test Type | Pilot Approach | Production Approach | Investment Required | Break-even Volume |
|---|---|---|---|---|
| Structural Test | Flying Probe (15 min/board) | ICT Fixture (30 sec/board) | $5,000 – $15,000 | ~2,000 boards |
| Functional Test | Engineer with multimeters | Automated bed-of-nails rig | $3,000 – $10,000 | ~1,000 boards |
| Solder Inspection | Basic 2D AOI | Inline 3D AOI + 3D SPI | Handled by factory | Immediate |
Choose flying probe testing if you are building under 500 boards and want zero upfront fixture costs. Choose custom ICT fixtures if your volume exceeds 2,000 boards and you need to cut test cycle time by 95%.
Think about the math: Testing 1,000 boards at 15 minutes each takes 250 hours; you literally cannot ship products on time without automated testing at scale.
Bottom line: Invest in automated test fixtures early; saving $10,000 on NRE will cost you $50,000 in manual testing delays at scale.
How Do You Maintain Yield Consistency From Pilot to Production?
Maintaining yield consistency requires deploying strict Statistical Process Control (SPC) to counter the physical variations that volume amplifies, such as solder paste aging, stencil wear, and thermal profile drift. Since 60% to 90% of SMT defects are directly related to solder paste, implementing inline Solder Paste Inspection (SPI) is mandatory to prevent your 97% pilot yield from collapsing to 92% during continuous shifts.
According to Circuits Assembly benchmark data, world-class SMT assembly runs below 30 DPM (Defects Per Million). During your ramp-up, you must track DPM trends across consecutive batches; a rising trend indicates process instability.
We ramped a telecom client from a 200-unit pilot to 5,000-unit production across 12 weeks for an 8-layer board. Pilot yield was 96.8%. During the 500-unit phase, yield dropped to 93.2%. Our analysis showed solder paste viscosity drifting because the paste exceeded its 8-hour open life. We implemented a mandatory paste changeover alarm at 6-hour intervals. By the 1,500-unit phase, we spotted stencil wear increasing BGA voiding, so we switched to a nano-coated stencil. At 3,000 units, the yield stabilized at 97.3%. Tracking a rigid first pass yield benchmark is how you force corrective actions.
Here is the catch: A small process variable that causes 1 bad board in a batch of 100 will cause 50 bad boards in a batch of 5,000.
Bottom line: Rely on automated 3D SPI and AOI data, not operator assumptions, to keep your high-volume defect rates near zero.
What Are the Warning Signs That Your Scaling Is Failing?

The clearest warning signs of a failing ramp-up are a first pass yield dropping by more than 2% below the pilot baseline, cycle times creeping upward, and a rising rework rate across three consecutive batches. If your rework station has a backlog of more than 50 boards, your process is fundamentally unstable and must be halted immediately for root cause analysis.
| Warning Sign | What It Means | Immediate Action | Root Cause to Investigate |
|---|---|---|---|
| Yield drops >2% below pilot | Process variation amplified by volume | Pause scaling up volume | Solder paste life, stencil wear, reflow drift |
| Rework station backlog grows | Test failures outpacing repair capacity | Stop SMT line | False fails on ICT, consistent placement errors |
| Cycle time increases | Testing or manual assembly bottleneck | Add parallel test rigs | Poor DFA, slow manual connector insertion |
| Intermittent component shortages | Supply chain planning failed | Expedite broker stock | Inaccurate PCB assembly lead time calculation |
Pause production immediately if your DPM doubles between consecutive batches. Continue scaling if your yield remains within 1% of the pilot baseline across 3 continuous shifts.
Pay close attention to this: Ignoring a rising rework rate does not fix the problem; it just shifts your manufacturing costs from machine time to highly expensive manual labor.
Bottom line: Do not push raw volume through a broken line; halt production the moment your defect trend line points in the wrong direction.
How Do You Choose a Manufacturer That Can Scale With You?
Choosing a manufacturer for volume scaling requires verifying they have in-house engineering support, automated 3D inspection equipment, and established direct relationships with component makers. A capable partner should offer turnkey assembly services and transparent DFM feedback to actively drive down your costs by 10% to 15% as volume increases.
3D AOI (Automated Optical Inspection) is a vision system that measures the height and volume of solder joints, detecting up to 99% of placement defects before reflow, which is non-negotiable for large runs. You need to know how to audit a PCB assembly factory specifically for these high-volume quality controls.
The reality is: A prototype shop that manually places components cannot suddenly transform into a high-volume facility just because you gave them a larger purchase order.
Bottom line: Keep your pilot and production at the same factory; switching partners mid-ramp forces you to re-qualify everything and adds 4 to 8 weeks of dead time.
Conclusion
Ramping up from 100 boards to 5,000 boards is incredibly dangerous if you simply hit the “reorder” button without fixing your BOM supply chain, shifting to tape-and-reel packaging, and investing in automated ICT fixtures. Volume amplifies every hidden defect and lead time issue from your pilot run.
At QueenEMS, we manage this exact 6-phase scaling progression for hardware teams every day. We maintain 99.7% first-pass yields by enforcing strict inline 3D SPI, securing direct-manufacturer component reels, and building custom test fixtures that drop cycle times by 90%.
You deserve a manufacturing partner who engineers your transition to mass production, not a vendor who just prints boards and hopes for the best. Contact us at QueenEMS to get a free DFM/DFA engineering review on your upcoming production order.
Written by the QueenEMS Engineering Team
FAQ
Q1: How long does a PCB assembly ramp-up take? A: It takes 8 to 16 weeks to reach stable mass production. For prototype to mid-volume (100–500 boards) on simple 2-layer designs, expect 6 to 8 weeks. For high-volume (1,000+ boards) complex multi-layer designs with BGAs, expect 12 to 16 weeks to build fixtures and source reels. Map out your production timeline at least a quarter in advance.
Q2: Why does yield drop when scaling from pilot to production? A: Yes, it drops because volume amplifies minor physical variations. Solder paste ages faster in continuous runs, stencils wear down, operator shift changes introduce inconsistency, and reflow profiles drift over extended hours. Implement 3D SPI to catch these variations before they become defects.
Q3: What is the biggest risk during PCB assembly ramp-up? A: Supply chain disruption is the absolute biggest risk. BOM components sourced as cut-tape samples during prototyping may have 16 to 20-week lead times when ordered in production reel quantities. Secure your reels and qualify alternate components immediately.
Q4: Should I use the same manufacturer for pilot and production? A: Yes, it is strongly recommended. The pilot run validates that specific factory’s equipment, thermal profiles, and engineering team. Switching manufacturers for mass production means re-qualifying everything, adding 4 to 8 weeks of delays. Choose a partner with high-volume capabilities from day one.
Q5: How do I know if my ramp-up is on track? A: Track three specific metrics: first pass yield must stay within 1-2% of the pilot baseline, cycle time per board must decrease, and rework rates must stay flat or drop. If any of these metrics trend negatively across three consecutive batches, pause the line and investigate the root cause.
QueenEMS Sales
Online · Replies in minutes