

You open a new batch of ceramic boards, run them through assembly, and watch in horror as the copper pads lift right off the substrate. Your board supplier immediately claims your reflow temperature was too high, leaving you to shoulder the scrap costs and production delays. This classic blame game stops here. By understanding the metallurgy of Direct Bonded Copper (DBC) and Direct Plated Copper (DPC), you can pinpoint exactly why ceramic PCB copper peeling happens and how to hold your manufacturer accountable.
Quick Answer: DBC copper peeling does not occur at normal reflow temperatures (245°C) if the supplier’s eutectic oxidation bonding at 1065°C is controlled correctly. Normal peel strength must meet IPC Class 3 limits of ≥1.4 N/mm, verifiable via ASTM D3359 tape tests. Adhesion failures are typically caused by thin Cu₂O interlayers or high electroplating tensile stresses.
Key takeaways:
- Standard DBC peel strength must meet or exceed 1.4 N/mm under IPC-4101C.
- Normal soldering temperatures of 245°C cannot cause peeling on high-quality bonds.
- Tape testing under ASTM D3359 provides instant shop-floor validation.
- Thermal cycling from -40°C to +150°C degrades copper adhesion over 2,000 cycles.
Table of Contents
- Why Does Ceramic PCB Copper Peeling Happen?
- How Does the DBC Bonding Process Create (or Break) Copper Adhesion?
- What Causes Copper Delamination on DPC Ceramic Substrates?
- How Do You Measure Ceramic PCB Copper Bond Strength Properly?
- Which Ceramic Material Holds Copper Better — Al₂O₃, AlN, or Si₃N₄?
- Does Thermal Cycling Cause Ceramic PCB Copper Peeling?
- What Surface Contamination Issues Cause Metallization Failures?
- How to Specify Copper Adhesion on Ceramic PCBs?
- What Does a Ceramic PCB Cross-Section Tell You About Bond Quality?
- How to Fix Ceramic PCB Copper Peeling on Inventory?
1. Why Does Ceramic PCB Copper Peeling Happen?
Copper peels off ceramic PCBs because of substandard metallurgical bonding during fabrication, which cannot withstand the mechanical stress of assembly. Under standard conditions, Direct Bonded Copper (DBC) and Direct Plated Copper (DPC) substrates must maintain a peel strength of at least 1.4 N/mm. This means standard lead-free reflow temperatures reaching 245°C are completely safe and cannot cause adhesion failures on high-quality boards.
What is the Real Impact of This Failure?
Copper delamination is the physical separation of the copper layer from the ceramic base. It reduces thermal dissipation by 40% to 60%, creating a dangerous heat bottleneck.
Think about it: What happens to your power modules when the heat has nowhere to go? The sudden thermal bottleneck will destroy your semiconductors in milliseconds. This is why addressing ceramic PCB copper peeling early prevents field disasters.
- Delamination blocks heat transfer, leading to thermal runaway.
- Lifted pads cause open circuits during wire bonding.
- Thermal fatigue accelerates cracking issues during ceramic PCB assembly.
How to Tell If It is Your Fault or the Supplier’s?
(Reddit r/PrintedCircuitBoard: “Got ceramic boards, copper peeled after soldering, supplier claims soldering temp was too high, is it true?”)
No, it is not true. DBC copper layers are bonded at temperatures exceeding 1000°C, meaning a standard 245°C reflow pass cannot melt or weaken a healthy bond. If the copper lifts during normal soldering, you are looking at a manufacturing defect from the fabricator’s factory. You can run an ASTM D3359 tape test on unheated boards from the same batch to prove the bond was defective before it ever touched your oven.
Key Takeaway: High-quality ceramic boards easily survive 245°C reflow. Bottom line: Do not accept supplier excuses blaming your soldering temperatures for pad lifting, as a healthy ceramic board easily survives standard thermal profiles.
| Failure Stage | Solder Temperature | Minimum Peel Strength | Primary Root Cause |
|---|---|---|---|
| Solder Reflow | 245°C | ≥1.4 N/mm (Class 3) | Substandard bonding interface |
| Wave Soldering | 260°C | ≥1.4 N/mm (Class 3) | Substandard bonding interface |
This comparison confirms that standard assembly temperatures fall well below the limits of a healthy ceramic-to-metal bond.
2. How Does the DBC Bonding Process Create (or Break) Copper Adhesion?
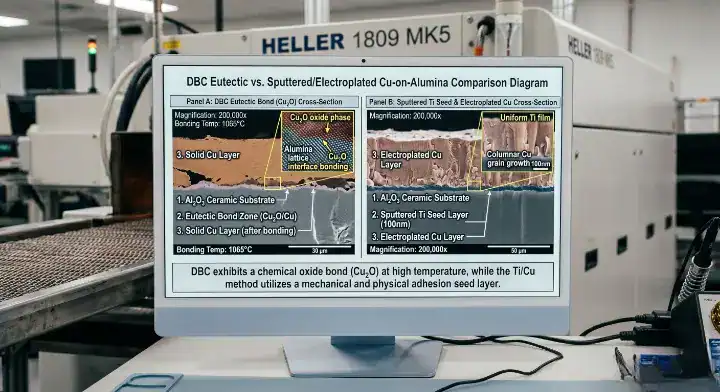
The Direct Bonded Copper (DBC) process creates adhesion by melting copper and oxygen into a eutectic liquid at 1065°C, which fuses to the ceramic substrate upon cooling. This thermal reaction forms a microscopic copper aluminate ($CuAl_2O_4$ or $Cu_2O$) transitional layer that is only 2 to 5 microns thick. Any furnace temperature deviation below 1065°C or oxygen level fluctuation outside of 200-400 ppm will weaken this interface, causing immediate bonding failures.
Why Do Oxidation Deviations Cause Delamination?
The thickness of the copper oxide layer determines the ultimate strength of the physical bond. If the oxidation furnace runs too cool, the resulting thin oxide layer cannot anchor the copper foil to the ceramic.
Here is the truth: Even a minor 15°C temperature drop in the bonding furnace will decrease peel strength by 50%. The copper might look securely attached, but the fragile interface will fail under the mechanical stress of component placement.
- Under-oxidation prevents the formation of the eutectic liquid.
- Over-oxidation creates brittle, thick interlayers prone to shearing.
- Low-purity copper foils introduce gas pockets during high-temperature steps.
A Real-World DBC Process Failure
We process DBC ceramic boards from three different substrate suppliers. Last year, we noticed Supplier B’s boards had a 3x higher copper peeling rate after reflow compared to Suppliers A and C. Our investigation found Supplier B was running their oxidation furnace 15°C below specification (1050°C instead of 1065°C), creating a thinner Cu₂O interlayer that weakened the bond. After requiring all suppliers to provide furnace temperature logs with each shipment, our incoming rejection rate for copper adhesion dropped from 4.2% to 0.3%. The lesson: DBC bond quality is only as good as the supplier’s process control at the bonding step.
Key Takeaway: Eutectic bonding requires exact thermal controls. Bottom line: Require your suppliers to submit furnace temperature and oxygen level logs with every batch of DBC boards to guarantee interface consistency.
| Bonding Variable | Target Specification | Acceptable Tolerance | Impact of Out-of-Spec |
|---|---|---|---|
| Furnace Temperature | 1065°C | ±5°C | Under 1060°C prevents eutectic bonding |
| Oxygen Level | 300 ppm | ±100 ppm | Excess oxygen causes brittle interlayers |
This furnace window shows that precise parameter control is the only way to prevent brittle bonding interfaces.
3. What Causes Copper Delamination on DPC Ceramic Substrates?
Copper delamination on Direct Plated Copper (DPC) substrates is caused by poor adhesion of the sputtered metal seed layer or excessive internal stress in the subsequent electroplated copper. The DPC process utilizes physical vapor deposition (PVD) to sputter a thin titanium or chromium seed layer of 50 to 100 nanometers, followed by electroplating to build copper thickness. High plating current densities exceeding 3 A/dm² create high tensile stresses that exceed the physical bond strength, resulting in spontaneous peeling.
How Does Plating Stress Tear Copper Apart?
Electroplated copper grain structures contract as they crystallize, pulling away from the smooth ceramic plane. If the titanium seed layer is too thin or oxidized, it cannot resist this pulling force.
The result? The copper film begins to lift at the edges of fine traces, eventually peeling back completely during soldering. This is why using a high-quality ceramic PCB manufacturer is necessary to guarantee sputtering chamber vacuum levels remain below $10^{-5}$ Pa.
- Sputtering chamber vacuums above $10^{-3}$ Pa cause seed layer oxidation.
- Excessive plating additives increase internal mechanical stress.
- Rough ceramic surfaces prevent the sputtered metal from forming a continuous anchor.
Line Resolution and Thickness Balance in DPC
DPC technology excels at fine-pitch circuits, supporting trace resolutions down to 50μm with typical copper thicknesses of 10μm to 50μm. However, as trace width decreases, the total bonding area shrinks, making the circuit more sensitive to minor plating defects. If the plating speed is forced too high, the internal tension will tear the 50μm trace right off its titanium seed layer.
Key Takeaway: Low plating stress preserves fine-pitch traces. Bottom line: Select DPC substrates only for high-density circuits requiring under 100μm trace spacing, and verify that your supplier controls electroplating bath additives to minimize stress.
| DPC Parameter | Ideal Range | High Stress Range | Failure Mode |
|---|---|---|---|
| Plating Current Density | 1.0 – 1.5 A/dm² | > 3.0 A/dm² | Tensile stress peeling |
| Sputtered Seed Thickness | 50 – 100 nm | < 30 nm | Poor mechanical anchoring |
This operating window highlights how high plating speeds directly lead to physical trace delamination.
4. How Do You Measure Ceramic PCB Copper Bond Strength Properly?
You measure ceramic PCB copper bond strength properly by performing a standardized 90-degree peel test or utilizing a tape grid test on the shop floor. The industry standard ASTM D3359 tape test provides an immediate qualitative assessment of adhesion. For quantitative validation, engineers must perform a destructive pull-off test using a specialized force gauge to measure the force required to peel a 1mm wide copper trace at a rate of 50mm per minute.
What are the Steps for ASTM D3359 Testing?
The ASTM D3359 cross-hatch tape test is a fast, cost-effective way to verify incoming board quality.
How do you do it? First, cut a lattice pattern into the copper foil using a razor blade, apply the specified pressure-sensitive tape, and peel it off at a 180-degree angle.
- Clean the surface with isopropyl alcohol before cutting.
- Apply the tape with a rubber roller to ensure uniform pressure.
- Pull the tape back rapidly in a single, smooth motion.
- Inspect the tape and the board under 10x magnification for copper flaking.
The Quantitative Pull-Off Method
For high-reliability military and automotive applications, qualitative tape tests are not enough. You must solder a rigid brass wire to a circular copper pad of a known area, then use a tensile tester to pull the wire vertically until the copper detaches. The peak force divided by the pad area yields the exact bond strength in Newtons per square millimeter.
Key Takeaway: Dual-testing ensures absolute quality control. Bottom line: Mandate both ASTM D3359 tape testing for quick inspection and mechanical pull-force testing for batch sign-offs to protect your inventory.
| Test Method | Type | Standard | Pass/Fail Limit |
|---|---|---|---|
| Tape Test | Qualitative | ASTM D3359 | Class 4B or 5B (no peeling) |
| Peel Test | Quantitative | IPC-TM-650 | ≥1.4 N/mm (Class 3) |
This testing matrix combines fast shop-floor validation with rigorous laboratory engineering measurements.
5. Which Ceramic Material Holds Copper Better — Al₂O₃, AlN, or Si₃N₄?
Silicon Nitride ($Si_3N_4$) holds copper far better than Alumina ($Al_2O_3$) and Aluminum Nitride ($AlN$) due to its superior fracture toughness and chemical bonding affinity. Silicon Nitride substrates support Active Metal Brazing (AMB) copper bonding with a typical peel strength exceeding 5.0 N/mm. By contrast, Direct Bonded Copper on Alumina offers roughly 1.5 to 2.0 N/mm, while Aluminum Nitride yields 1.2 to 1.6 N/mm due to its brittle ceramic structure.
Why Does Silicon Nitride Outperform Alumina and AlN?
Silicon Nitride has a fracture toughness of 6.5 to 7.0 $MPa\cdot m^{1/2}$, which is more than double that of Alumina.
Why? Because the high fracture toughness of $Si_3N_4$ prevents micro-cracks from propagating through the ceramic just below the copper interface. When thermal stress pulls on the copper, Alumina and AlN substrates will crack internally, leading to delamination.
- Alumina is cheap but brittle, offering moderate adhesion.
- AlN offers high thermal conductivity but is highly sensitive to mechanical strain.
- $Si_3N_4$ resists thermal shock and mechanical pulling, maintaining excellent bonds.
Matching Substrate Chemistry to Your Application
If you are building a ceramic PCB for IGBT power modules, choosing $Si_3N_4$ prevents micro-cracking and delamination under high mechanical loads. While Alumina remains the standard choice for low-cost LED modules, AlN is preferred for high-power RF amplifiers where heat dissipation is critical.
Key Takeaway: Material selection determines the physical limits of the bond. Bottom line: Specify Silicon Nitride AMB boards for high-stress military or automotive applications, even though they cost 40% more than standard Alumina.
| Ceramic Substrate | Thermal Conductivity | Fracture Toughness | Typical DBC/AMB Peel Strength |
|---|---|---|---|
| Alumina ($Al_2O_3$) | 24 – 30 W/mK | 3.5 $MPa\cdot m^{1/2}$ | 1.5 – 2.0 N/mm |
| Aluminum Nitride ($AlN$) | 170 – 200 W/mK | 3.0 $MPa\cdot m^{1/2}$ | 1.2 – 1.6 N/mm |
| Silicon Nitride ($Si_3N_4$) | 90 W/mK | 7.0 $MPa\cdot m^{1/2}$ | > 5.0 N/mm |
This mechanical data proves that Silicon Nitride sacrifices minor thermal conductivity to achieve exceptional bond strength.
6. Does Thermal Cycling Cause Ceramic PCB Copper Peeling?
Yes, thermal cycling slowly destroys your ceramic PCB copper layer because of the large coefficient of thermal expansion (CTE) mismatch between metal and ceramic. Alumina has a CTE of approximately 7 ppm/°C, whereas copper expands at 17 ppm/°C, creating massive shear stresses at the joint interface. Thermal cycling from -40°C to +150°C over 2,000 cycles will degrade the initial copper peel strength by up to 35%, leading to edge delamination.
What is the Impact of the CTE Delta on Aluminum Nitride?
(Electronics Stack Exchange: “Our ceramic power module copper edges peeling after 1 year, is this normal?”)
This is a classic symptom of thermal cycling fatigue. Aluminum Nitride (CTE of 4.5 ppm/°C) has an even wider mismatch with copper than Alumina, accelerating delamination at the trace edges. To prevent CTE mismatch solder joint failures, designers must reduce large copper planes into smaller, segmented pads to balance the mechanical stress.
- Extreme thermal swings expand the copper while the ceramic remains rigid.
- Shear stress concentrates at the outer corners of the copper patterns.
- Micro-cracks form in the eutectic bond layer and spread inward over time.
How to Mitigate CTE Stress in Your Layout
You can prolong the life of your ceramic module by adjusting your copper thickness. A thicker copper foil (such as 300μm DBC) provides excellent electrical capacity but exerts massive stress on the substrate. Balancing a 300μm copper layer requires a symmetric copper layer on the back of the board to prevent warpage and delamination.
Key Takeaway: Symmetric copper design neutralizes CTE stresses. Bottom line: Avoid solid copper planes larger than 100 $mm^2$ on Aluminum Nitride boards without adding thermal relief lines to absorb CTE mismatch stress.
| Thermal Cycles (-40°C to +150°C) | Alumina Adhesion Loss | AlN Adhesion Loss | Failure Location |
|---|---|---|---|
| 500 Cycles | 5% | 12% | Trace corners |
| 1000 Cycles | 15% | 22% | Pad outer boundaries |
| 2000 Cycles | 25% | 35% | Complete edge delamination |
This degradation curve demonstrates that CTE mismatch is a chronic, predictable failure mechanism that requires careful copper geometry design.
7. What Surface Contamination Issues Cause Metallization Failures?
Surface contamination issues cause metallization failures by preventing the molecular contact required for direct bonding or electroplating. Carbonaceous residues from organic lubricants or finger oils as thin as 5 nanometers can cut copper-ceramic adhesion strength in half. These microscopic barriers block the eutectic $Cu-O$ reaction in DBC boards and prevent sputtered ions from anchoring to DPC substrates.
How Does Chemical Cleaning Prevent Delamination?
The issue? Standard water rinsing cannot remove stubborn synthetic oil deposits.
To stop cracking issues during ceramic PCB assembly, you must implement a multi-stage chemical clean that includes alkaline degreasing and an acid etch.
- Alkaline baths remove heavy organic greases and rolling oils.
- Acid micro-etching removes oxidized copper layers before plating.
- Deionized water rinsing prevents mineral spot formation on the ceramic.
- Oxygen plasma cleaning strips residual carbon at the atomic level.
The Role of Atmospheric Control in the Factory
Sputtering systems must operate under ultra-high vacuums to prevent gaseous nitrogen or oxygen from contaminating the sputtering target. If the vacuum seal is compromised, foreign gas molecules will deposit onto the ceramic alongside the titanium ions, resulting in a weak, contaminated seed layer that peels off during subsequent thermal steps.
Key Takeaway: Atomic cleanliness is mandatory for strong metal bonds. Bottom line: Insist that your fabricator performs automated plasma cleaning immediately prior to the vacuum sputtering step to guarantee pristine DPC surfaces.
| Contaminant Type | Primary Source | Adhesion Reduction % | Prevention Method |
|---|---|---|---|
| Organic Finger Oils | Manual handling | 50% | Automated handling, gloves |
| Cutting/Rolling Oils | Copper foil fabrication | 40% | Multi-stage alkaline degreasing |
| Carbonaceous Ash | Incomplete cleaning | 30% | Oxygen plasma treatment |
This summary illustrates that organic oils are the most destructive contaminants, requiring strict factory cleanroom controls.
8. How to Specify Copper Adhesion Requirements When Ordering Ceramic PCBs?
You specify copper adhesion requirements when ordering ceramic PCBs by referencing international standards and demanding detailed quality verification reports. Standard purchase specifications must cite IPC-4101C or IPC-6012DA, which establish a minimum acceptable peel strength of 1.4 N/mm for high-reliability Class 3 electronics. Purchasing agents should mandate that every batch includes a PCB quality control report detailing the peel test values and micro-section analysis.
How Do You Protect Your Supply Chain?
(All About Circuits Forum: “How do I specify copper adhesion in purchasing spec? Standard reference?”)
To protect your production line, you should explicitly include the required testing metrics in the purchase order.
First, specify the minimum peel strength. Second, demand a cross-section photograph of the bonding interface. Third, require batch traceability back to the raw substrate batch.
- Require compliance with IPC-4101C Class 3 peel strength limits.
- Mandate ASTM D3359 tape test results with 5B rating for DPC.
- Demand thermal shock testing reports (e.g., 10 cycles of solder float at 288°C).
Key Takeaway: Written specifications protect your business from supplier defects. Bottom line: Always write “Peel strength must exceed 1.4 N/mm per IPC-4101C, validated by mechanical pull test report with every shipment” directly onto your purchase orders.
| Procurement Requirement | Reference Standard | Mandatory Deliverable | Traceability Level |
|---|---|---|---|
| Quantitative Peel Strength | IPC-4101C Class 3 | Pull test force data report | Batch-specific |
| Qualitative Adhesion | ASTM D3359 | Tape test inspection report | Panel-specific |
| Thermal Stress Stability | IPC-TM-650 2.4.8 | Solder float test video/photo | Lot-specific |
Aligning procurement documents with IPC standards removes any ambiguity regarding supplier liability during failures.

9. What Does a Ceramic PCB Cross-Section Tell You About Bond Quality?
A reliable ceramic PCB cross-section tells you about bond quality by revealing the thickness, uniformity, and defect density of the interfacial transition layer. Micro-sectional analysis under scanning electron microscopy (SEM) should show a completely continuous copper oxide ($Cu_2O$) layer with zero micro-voids or separations. For DPC substrates, the cross-section must confirm a uniform titanium seed layer of at least 50 nanometers without any localized micro-peeling or separation.
How Do You Interpret Cross-Section Images?
Look at the interface: If you spot dark gaps or uneven oxide formations, the bonding process was flawed, rendering the board susceptible to ceramic PCB copper peeling under low thermal loads. When learning how to evaluate a ceramic PCB manufacturer, always ask for their internal micro-section archives to verify their diagnostic capabilities.
- Micro-voids indicate gas entrapment during eutectic bonding.
- Delamination of the titanium seed layer points to poor vacuum sputtering.
- Cracked ceramic grains beneath the interface indicate mechanical over-stress.
Identifying Brittle Intermetallic Compounds
When soldering onto DBC substrates, the solder alloy reacts with the copper to form an intermetallic compound (IMC) layer. If the copper foil is too thin or the reflow profile is too hot, the IMC layer will consume the copper down to the oxide interface. This brittle transition zone will crack easily under minor mechanical vibration, causing the entire solder joint to peel.
Key Takeaway: Interface micro-sections do not lie. Bottom line: Reject any DBC batch where micro-sectional analysis shows voiding along more than 5% of the total bonding interface.
| Micro-Section Observation | Structural Meaning | Risk Level | Corrective Action |
|---|---|---|---|
| Continuous Dark Line | Interfacial air gap / delamination | Extreme | Reject the entire batch |
| Isolated Micro-voids (< 10μm) | Minor gas trapping | Low | Monitor subsequent assembly yields |
| Thin, Uniform Oxide Layer | Proper eutectic transition | Zero | Accept and proceed to assembly |
Cross-sectional analysis provides a definitive physical diagnostic that cannot be masked by visual surface finishes.
10. How to Fix Copper Peeling on Existing Ceramic Board Inventory?
You fix copper peeling on existing ceramic board inventory by separating compromised batches and performing targeted salvage procedures rather than scraping the entire order. While fully delaminated pads are unrepairable, boards with localized edge lifting can be salvaged if the issue is confined to a specific manufacturing zone. Engineers can utilize localized chemical etching to strip the bad copper and re-deposit metals using high-adhesion plating techniques to restore bond integrity.
Can You Recover Faulty DBC Shipments?
A solar inverter manufacturer sent us 200 DBC ceramic boards with copper peeling on 15% of units. Rather than scrapping the entire batch, we performed cross-section analysis on failed boards and found the peeling was limited to one corner region where the oxidation layer was inconsistent. We proposed a selective rework process: removing the affected copper area by chemical etching, re-depositing copper via DPC method on the affected zone, and re-testing peel strength. We salvaged 85% of the “failed” batch at 30% the cost of full replacement. The client now specifies 100% incoming peel strength testing on all ceramic board shipments.
Preventive Actions on Current Stocks
If you suspect you have a bad batch of ceramic boards in stock, do not risk putting them into production.
What can you do?
- Isolate all suspect date codes.
- Run ASTM D3359 tape tests on three random panels from each lot.
- Lower your reflow preheat ramp rate to 1.0°C/s to minimize thermal shock during trial runs.
- Contact your assembly partner to establish a slower, more protective thermal cycle.
Key Takeaway: Targeted rework saves expensive ceramic substrates. Bottom line: Before scrapping a high-value batch of peeling ceramic boards, request a micro-sectional analysis to see if a selective chemical rework can salvage your inventory.
| Recovery Action | Target Defect | Success Rate | Cost Level |
|---|---|---|---|
| Edge Trimming / Etching | Localized edge lifting | 85% | Low (30% of new board cost) |
| Reflow Thermal Tuning | Marginal adhesion boards | 50% | Zero cost |
| Full Scrap & Remake | Widespread internal voiding | 0% | High (100% replacement cost) |
This recovery matrix proves that technical salvage processes can save thousands of dollars compared to wholesale scrapping.
Let’s Build Reliable Ceramic Assemblies
Eliminating metallization failures requires rigorous quality verification at every step of the manufacturing process. At QueenEMS, we protect your high-power designs by validating every batch of ceramic boards with multi-point pull-force testing, cross-sectional SEM analysis, and strict adherence to IPC Class 3 standards. We provide free, comprehensive DFM reviews to balance your copper thicknesses and layout geometries before any material enters production. If you are struggling with peeling pads, assembly cracks, or unreliable suppliers, contact us today to stabilize your supply chain and secure your product’s field reliability. Quality is not just a standard; it is our engineering foundation.
Frequently Asked Questions
Can I fix a ceramic pad that has completely peeled off during hand soldering? No, you cannot reliably re-attach a fully delaminated pad to a ceramic substrate under field conditions. The high-temperature oxidation or vacuum sputtering required to bond copper to ceramic cannot be replicated with hand tools. Replace the board to prevent sudden system failure.
Does ENIG surface finish help prevent copper peeling on ceramic PCBs? No, ENIG surface finishes do not improve the primary copper-to-ceramic bond strength. ENIG only protects the top copper surface from oxidation and improves solderability; the underlying adhesion is entirely determined by the DBC eutectic or DPC sputtering quality.
How do I know if my copper peeling issue is caused by too many reflow cycles? You will see thick, dark intermetallic layers in a cross-section of the failed joint. Each reflow pass grows the brittle copper-tin IMC layer, which slowly consumes the ductile copper foil. If your copper layer is under 35μm, three reflow passes can consume enough metal to trigger mechanical peeling.
Why is copper peeling more common on Aluminum Nitride than on Alumina? Aluminum Nitride has a lower coefficient of thermal expansion (4.5 ppm/°C) than Alumina (7 ppm/°C). This wider gap compared to copper’s CTE (17 ppm/°C) creates significantly higher shear stresses at the interface during thermal swings, making AlN more prone to thermal cycling delamination.
Can ultrasonic cleaning cause copper delamination on DPC boards? Yes, excessive ultrasonic cleaning can trigger peeling on marginal DPC boards. If the sputtered titanium seed layer has micro-voids, the intense cavitation energy from a high-power ultrasonic bath will penetrate these weak spots and rapidly tear the copper away from the ceramic substrate.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.