

Quick Answer: Upgrading from 400V to 800V EV architectures drastically increases inverter power density, making standard metal core boards obsolete. To manage the intense 175°C junction temperatures of new SiC MOSFETs, engineers mandate AMB-Si3N4 ceramic substrates, which deliver an exact 3.0 ppm/K CTE match to silicon and 80–120 W/m·K thermal conductivity to guarantee a 15-year automotive lifespan.
Key takeaways:
- The SiC Transition: Silicon Carbide components run hotter and switch faster than traditional IGBTs, demanding pure ceramic thermal paths.
- Toughness Wins: Si3N4 replaces AlN in modern traction inverters because its fracture toughness (7–8 MPa·m^0.5) is 2–3x higher, easily surviving severe vehicle vibration.
- AMB over DBC: Active Metal Brazing (AMB) chemically bonds thick copper at ≥30 N/cm peel strength, severely outperforming DBC’s ≥17 N/cm limit.
- Testing Mandates: Automotive grade ceramics require strict IATF 16949 certification, 1,000 thermal cycles (-40°C to +150°C), and 100% SAM inspection to verify zero interface voids.
Table of Contents
- What Drives the Shift to Ceramic PCB in EV Power Electronics?
- Can MCPCB Handle Modern EV Power Stages?
- Why SiC + Ceramic Is the EV Standard?
- How Does EV Industry Adoption of Ceramic Substrates Evolve?
- Why Si3N4 Replaces AlN in 800V SiC Inverters?
- How Do Hybrid Inverter Architectures Impact Substrate Choice?
- What Makes AMB Process Superior to DBC for EV Modules?
- How Does CTE Mismatch Affect EV Inverter Reliability?
- How to Validate Ceramic PCB Quality for Automotive?
- What is the Cost vs Performance Trade-off for EV Ceramics?
AMB Si3N4 substrates enable 800V EV inverters by providing the mechanical toughness and extreme thermal dissipation that traditional metal core boards completely lack. When working with a specialized ceramic PCB manufacturer, engineering teams must understand exactly why the transition from silicon IGBTs to silicon carbide (SiC) mandates a massive upgrade in substrate material. This guide breaks down the physical testing data, manufacturing limits, and exact cost thresholds dictating ceramic board selection for electric vehicle power electronics.
1. What Drives the Shift to Ceramic PCB in EV Power Electronics?
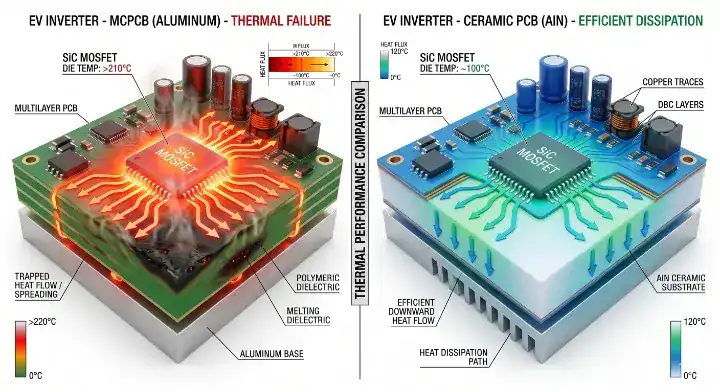
Transitioning from 400V to 800V EV architectures increases inverter power density by up to 3x, requiring direct-bonded ceramic PCBs with 80–230 W/m·K thermal conductivity to manage the extreme heat generated by new SiC MOSFETs. The jump in system voltage forces components into much smaller footprints, stripping away the surface area traditionally used for heat spreading.
Legacy 400V systems relied heavily on Silicon IGBTs, which possessed larger surface areas and lower switching frequencies. The modern 800V drivetrain demands SiC components that operate at much higher frequencies and continuous junction temperatures pushing past 175°C. At these extreme levels, any dielectric polymer barrier immediately melts or degrades. Engineers specify bare ceramic because it connects the heavy copper circuitry directly to the cooling plate without any thermal bottlenecks.
| Requirement | 400V Architecture (Si IGBT) | 800V Architecture (SiC MOSFET) |
|---|---|---|
| Typical Substrate | DBC-Al2O3 / Heavy-copper MCPCB | AMB-Si3N4 / DBC-AlN |
| Junction Temp | 125°C – 150°C | 175°C – 200°C |
| Thermal Challenge | Heat spreading over large areas | Point-source heat extraction |
Key Takeaway
- 800V systems triple the power density of older drivetrains.
- SiC MOSFETs run at junction temperatures up to 200°C.
- Polymers degrade at these heat levels, making pure ceramic mandatory. Bottom line: You cannot pair next-generation 800V SiC components with legacy polymer-based substrates without causing immediate thermal failure.
2. Can MCPCB Handle Modern EV Power Stages?
A high-spec heavy-copper MCPCB can comfortably handle a 400V 11kW onboard charger (OBC), but pushing an 800V 22kW+ traction inverter through the same board will destroy the MCPCB’s dielectric layer after just 8,000 thermal cycles at 175°C. The threshold for material selection relies entirely on continuous junction temperature and switching frequency.
A common debate on Reddit and Stack Exchange hardware forums asks: “Is heavy-copper aluminum MCPCB enough for 400V EV OBC at 11kW, or do I need ceramic?” The answer splits strictly by application. For an 11kW OBC, utilizing a thermoelectric separation MCPCB (where the copper pad directly touches the aluminum base) remains a highly cost-effective strategy. However, for a high-power traction inverter, the continuous junction temperature exceeds 150°C. Above this limit, the epoxy dielectric layer inside any standard MCPCB carbonizes and delaminates.
| Component | Power Level | Temp Requirement | Recommended Substrate |
|---|---|---|---|
| BMS Controls | Low (< 1kW) | < 105°C | Standard FR4 |
| DC-DC Converter | Medium (3–5kW) | 105°C – 125°C | Copper MCPCB |
| Onboard Charger (OBC) | High (7–11kW) | 125°C – 150°C | High-spec MCPCB / DBC-Al2O3 |
| Traction Inverter | Extreme (22kW+) | 150°C – 175°C+ | AMB-Si3N4 |
Key Takeaway
- 11kW OBCs operate safely on thermoelectric separation MCPCBs.
- Dielectric layers delaminate above 150°C continuous operation.
- Traction inverters always mandate true ceramic materials. Bottom line: The moment your power stage simulation predicts continuous junction temperatures over 150°C, you must transition immediately to a ceramic substrate.
3. Why SiC + Ceramic Is the EV Standard?
SiC MOSFETs require ceramic substrates because they operate at much higher thermal densities, delivering 98.77% inverter efficiency and a 71.7% reduction in switching losses compared to traditional 97.5% efficient Si IGBTs. Extracting this efficiency requires a substrate capable of matching the extreme switching speeds without warping.
According to data published by EE Times, 1200V SiC devices in typical high-power EV inverters drastically outperform older silicon variants. However, that massive 71.7% drop in switching loss concentrates residual heat into a much smaller physical die area. Standard circuit boards trap this pinpoint heat, triggering thermal runaway. Ceramic boards, especially those utilizing AMB technology, pull this concentrated heat straight down through a 170 W/m·K (AlN) or 80 W/m·K (Si3N4) thermal highway, keeping the highly efficient SiC die perfectly stable under heavy acceleration loads.
| Metric | Silicon IGBT | Silicon Carbide (SiC) |
|---|---|---|
| Inverter Efficiency | 97.5% | 98.77% |
| Switching Loss | High | Reduced by 71.7% |
| Die Size | Large (Spread heat) | Small (Concentrated heat) |
| Required Cooling Path | Standard direct bonding | Extreme direct bonding (AMB) |
Key Takeaway
- SiC technology pushes inverter efficiency to nearly 99%.
- The smaller physical size of SiC concentrates heat aggressively.
- High-grade ceramic provides the only valid thermal escape route. Bottom line: Upgrading to expensive SiC MOSFETs wastes money unless you mount them on a high-grade ceramic substrate capable of extracting their concentrated heat.
4. How Does EV Industry Adoption of Ceramic Substrates Evolve?
The EV industry officially adopted ceramic substrates as an uncompromising standard after the Tesla Model 3 became the first commercial vehicle to use SiC inverters, utilizing ceramics to precisely match the coefficient of thermal expansion (CTE) of silicon and minimize thermal stress. This engineering decision forced every competing automaker to upgrade their substrate requirements.
A peer-reviewed study in the Wiley International Journal of Energy Research details how Tesla’s implementation of SiC inverters proved that active heat management at the substrate level heavily extends total vehicle range. Before this shift, power electronics relied on heavy, bulky cooling blocks attached to low-grade PCBs. The modern approach fuses the cooling strategy directly into the PCB fabrication process using high-temperature sintered ceramics, dropping overall module weight while extending driving range.
| Development Phase | Industry Focus | Primary Substrate Material |
|---|---|---|
| Gen 1 (Pre-2018) | Basic electrification | Heavy Copper MCPCB |
| Gen 2 (2018-2022) | Range extension & SiC introduction | DBC – Al2O3 / DBC – AlN |
| Gen 3 (2023-Present) | 800V fast-charging & durability | AMB – Si3N4 |
Key Takeaway
- The Tesla Model 3 set the industry benchmark for SiC inverter design.
- CTE matching became the primary strategy for extending vehicle range.
- Modern architectures prioritize substrate-level cooling over external heatsinks. Bottom line: Following the industry standard means embedding thermal management directly into your circuit board choice rather than bolting heavy heatsinks onto inadequate materials.
5. Why Si3N4 Replaces AlN in 800V SiC Inverters?
While AlN offers a much higher thermal conductivity of 170+ W/m·K, 800V SiC inverters standardize on Si3N4 because its fracture toughness (7–8 MPa·m^0.5) is 2–3x higher than AlN, providing the absolute mechanical durability needed for severe EV vibration and a 15-year lifespan.
Engineers on the All About Circuits forum frequently debate: “Designing 800V SiC inverter — should I spec AlN or Si3N4 substrate? AlN has higher k but everyone seems to use Si3N4.” The data proves that raw thermal conductivity does not win in moving vehicles. EV operating conditions consist of non-stop vibration combined with extreme thermal cycling. AlN is highly brittle (fracture toughness ~3.5 MPa·m^0.5); under road shock and rapid heating, it eventually cracks. Utilizing Si3N4 ceramic for power modules balances excellent heat transfer (80–120 W/m·K) with steel-like mechanical toughness.
In late 2025, a European EV powertrain integrator ran a side-by-side qualification of two ceramic options for their 800V SiC main inverter: DBC-AlN at $52/board vs AMB-Si3N4 at $78/board. They subjected both to active power cycling: 25°C to 150°C, 5-second cycles, 10A/cm². The DBC-AlN samples started showing crack initiation at the copper edge after roughly 18,000 cycles. The AMB-Si3N4 samples crossed 60,000 cycles without measurable degradation. For their 8-year powertrain warranty, the $26/board premium translated to one-third the field failure rate.
| Material | Thermal Conductivity | Fracture Toughness | Primary EV Application |
|---|---|---|---|
| AlN (Aluminum Nitride) | 170–230 W/m·K | 3–4 MPa·m^0.5 | Stationary chargers / Static lasers |
| Si3N4 (Silicon Nitride) | 80–120 W/m·K | 7–8 MPa·m^0.5 | Moving traction inverters / High vibration |
Key Takeaway
- AlN cracks under intense vehicle vibration and thermal shock.
- Si3N4 provides 2x to 3x the mechanical fracture toughness of AlN.
- A $26 premium for Si3N4 drastically reduces long-term field failures. Bottom line: Specify AlN for stationary high-power industrial equipment, but strictly mandate Si3N4 for any dynamic powertrain application moving on a road.
6. How Do Hybrid Inverter Architectures Impact Substrate Choice?

Hybrid inverter architectures integrating both SiC MOSFETs and Si IGBTs require highly adaptable ceramic substrates like AMB-Si3N4 to handle severe dual thermal profiles, allowing automakers to slash SiC component costs while maintaining maximum overall efficiency.
As noted by Electronic Design’s analysis of hybrid inverter architectures, relying 100% on SiC drives BOM costs astronomically high. To combat this, engineers mix SiC for high-frequency switching with cheaper IGBTs for bulk power delivery. This creates complex thermal zones on a single board. You can review our IGBT power module case study to see how heavy-copper ceramic substrates equalize these uneven heat loads across the module base.
| Component Zone | Heat Profile | Required Substrate Trait |
|---|---|---|
| SiC MOSFET Zone | High density, extreme peaks | Rapid vertical heat transfer |
| Si IGBT Zone | Broad area, steady heat | Wide lateral heat spreading |
| Hybrid Integration | Uneven multi-zone stress | High flexural strength (AMB-Si3N4) |
Key Takeaway
- Hybrid designs reduce component costs but complicate thermal management.
- SiC and IGBT devices create vastly different heat signatures on one board.
- Only advanced ceramics possess the flexural strength to handle uneven thermal expansion. Bottom line: If you mix SiC and IGBT chips on the same layout, you must use a high-strength ceramic to prevent the substrate from warping under uneven thermal loads.
7. What Makes AMB Process Superior to DBC for EV Modules?
The Active Metal Brazing (AMB) process achieves a bonding strength of ≥30 N/cm compared to standard DBC’s ≥17 N/cm by utilizing active elements like titanium to chemically fuse up to 800μm of heavy copper directly into the ceramic structure. This immense peel strength stops copper traces from tearing off under rapid acceleration.
Direct Bonded Copper (DBC) relies on high-temperature oxidation to melt copper onto the ceramic. While cheap and effective for standard electronics, the oxygen layer creates a minor structural weakness. AMB bypasses oxygen entirely, using a vacuum brazing paste that creates a true chemical weld between the silicon nitride and the thick copper foil. When an EV driver slams the accelerator, the rapid 150°C heat spike violently expands the copper; AMB ensures the copper cannot detach from the base.
| Process Type | Bonding Mechanism | Peel Strength | Max Copper Thickness |
|---|---|---|---|
| DBC (Direct Bonded Copper) | Eutectic oxidation melt | ≥ 17 N/cm | 300μm – 400μm |
| AMB (Active Metal Brazing) | Titanium chemical vacuum braze | ≥ 30 N/cm | 500μm – 800μm |
Key Takeaway
- DBC uses oxidation bonding, capping peel strength around 17 N/cm.
- AMB uses chemical vacuum brazing, pushing peel strength past 30 N/cm.
- AMB supports much thicker copper (up to 800μm) for massive current loads. Bottom line: Never attempt to run high-amperage 800V lines through a DBC board; the expansion forces require the ≥30 N/cm peel strength that only AMB provides.
8. How Does CTE Mismatch Affect EV Inverter Reliability?
A severe coefficient of thermal expansion (CTE) mismatch causes rapid, fatal solder joint fatigue, but Si3N4 ceramic completely neutralizes this in EV applications because its thermal expansion rate of 3.0 ppm/K nearly perfectly aligns with the bare silicon die at 3.5 ppm/K.
When power modules cycle between freezing winter roads (-40°C) and highway driving limits (+150°C), different materials expand at different speeds. If you mount a silicon die (3.5 ppm/K) onto a metal core aluminum board (23 ppm/K), the aluminum expands roughly six times faster, tearing the solder joint apart. Our engineering deep-dive on CTE mismatch solder joint failure details how choosing a matched ceramic base completely stops this mechanical shearing effect at the microscopic level.
| Material | Coefficient of Thermal Expansion (CTE) | Mismatch Risk with Silicon |
|---|---|---|
| Silicon / SiC Die | 3.5 ppm/K | N/A (Baseline) |
| Si3N4 Ceramic | 3.0 ppm/K | Minimal (Perfect match) |
| AlN Ceramic | 4.5 ppm/K | Low |
| Aluminum Base | 23.0 ppm/K | Severe (Guaranteed fatigue) |
Key Takeaway
- Aluminum expands at 23 ppm/K, violently pulling against 3.5 ppm/K silicon chips.
- Solder joints act as the weakest link and fracture under CTE stress.
- Si3N4 at 3.0 ppm/K expands at the exact same rate as the power chip. Bottom line: Matching the substrate’s CTE to the silicon die is the single most effective hardware design choice for securing a 15-year automotive lifespan.
9. How to Validate Ceramic PCB Quality for Automotive?
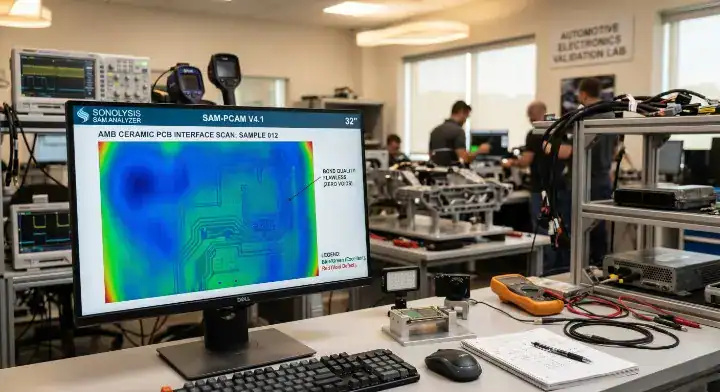
Validating a ceramic PCB for AEC-Q certified EV components requires mandatory IATF 16949 certification, severe thermal shock testing from -40°C to +150°C for 1,000 cycles, rigorous 3kV/1min Hi-pot testing, and Scanning Acoustic Microscopy (SAM) to verify zero copper-ceramic interface voids.
Engineers frequently visit the EEVblog forum asking: “What testing should I require from my ceramic PCB supplier for AEC-Q certified EV components?” The answer lies in strict subsurface validation. Visual inspection means nothing for high-voltage automotive ceramics.
On our automotive ceramic line, every AMB-Si3N4 batch goes through scanning acoustic microscopy (SAM) before release. We catch roughly 0.3% of panels with sub-surface voids at the copper-ceramic interface — invisible to optical inspection but devastating after 5,000 thermal cycles. One Tier-1 EV supplier asked us to dial up to 100% SAM inspection (vs typical AQL sampling) for their 800V traction inverter program. We also run -40°C to +150°C thermal shock for 1,000 cycles on samples from each lot, with bonding strength measured after cycling. Our last quarterly average showed AMB-Si3N4 retained 94% of its initial 30 N/cm peel strength after 1,000 cycles, compared to just 78% for DBC-AlN under the exact same protocol.
| Validation Test | Specification Limit | Consequence of Failure |
|---|---|---|
| IATF 16949 Audit | Active factory certification | Disqualified from automotive supply chain |
| Thermal Shock (1,000x) | -40°C to +150°C without peeling | Field failure during winter/summer extremes |
| SAM Void Inspection | < 1% voiding at copper interface | Sub-surface heat trapping and thermal runaway |
| Hi-Pot Testing | 3kV / 1 minute without breakdown | Catastrophic high-voltage short circuit |
Key Takeaway
- Visual inspections cannot detect fatal voids beneath heavy copper.
- 100% SAM testing is highly recommended for 800V traction inverters.
- AMB-Si3N4 retains 94% of its peel strength after 1,000 severe thermal cycles. Bottom line: Never accept an automotive ceramic PCB lot without demanding the accompanying SAM void analysis and post-thermal-shock peel strength data.
10. What is the Cost vs Performance Trade-off for EV Ceramics?
While massive traction inverters demand $78 AMB-Si3N4 boards to survive 800V loads, other vehicle components like the EV Battery Management System (BMS) often use standard rigid PCBs for $5, but introducing localized ceramic zones can effectively manage specific 150°C+ hotspots without blowing the total system budget.
Engineering an entire vehicle requires smart financial allocation. Not every component demands silicon nitride. You can see how engineers distribute risk and cost in typical EV BMS PCB assembly strategies. Using an expensive AMB board for low-voltage sensor arrays wastes budget, just as using a cheap FR4 board for an SiC gate driver guarantees a vehicle fire. The trade-off requires mapping the exact voltage and heat density of each individual module.
| System Voltage | Vehicle Application | Recommended Material | Relative Cost Level |
|---|---|---|---|
| 12V / 48V | Infotainment / Body Control | Standard FR4 / Copper MCPCB | Very Low ($) |
| 400V | Onboard Charger (OBC) | DBC-Al2O3 / High-spec MCPCB | Medium ($$$) |
| 600V | Auxiliary Inverters | DBC-AlN | High () |
| 800V+ | Main Traction Inverter | AMB-Si3N4 | Premium ($) |
Key Takeaway
- Premium AMB-Si3N4 is financially reserved for the main 800V drivetrain.
- 400V auxiliary systems operate safely on more affordable DBC-Al2O3.
- Isolating heat zones keeps the total bill of materials strictly controlled. Bottom line: Match the substrate cost tier exactly to the voltage requirement of the module; over-engineering a 400V charger wastes money just as fast as under-engineering an 800V inverter.
Conclusion
The transition to 800V EV architectures and Silicon Carbide components fundamentally rewrote the rules for automotive hardware design. Relying on legacy metal core boards for high-voltage traction inverters leads to rapid dielectric breakdown, while specifying brittle AlN materials risks mechanical cracking under severe road vibration. By adopting AMB-Si3N4 substrates, engineering teams secure the massive 30 N/cm peel strength, exact CTE matching, and 80–120 W/m·K thermal dissipation required to guarantee a flawless 15-year vehicle lifespan.
At QueenEMS, our automotive production lines enforce the strict testing standards your power electronics demand. From 100% Scanning Acoustic Microscopy (SAM) void detection to extreme -40°C/+150°C thermal shock validation, we verify every parameter before your boards reach the assembly stage. Whether you need DBC-Al2O3 for a standard onboard charger or specialized AMB-Si3N4 for an 800V traction inverter, our engineering team handles the complete fabrication and assembly process.
Ready to validate your SiC power module design for automotive compliance? Reach out and contact us today to review your exact thermal and mechanical requirements.
Written by the QueenEMS Engineering Team
FAQ Schema:
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.