
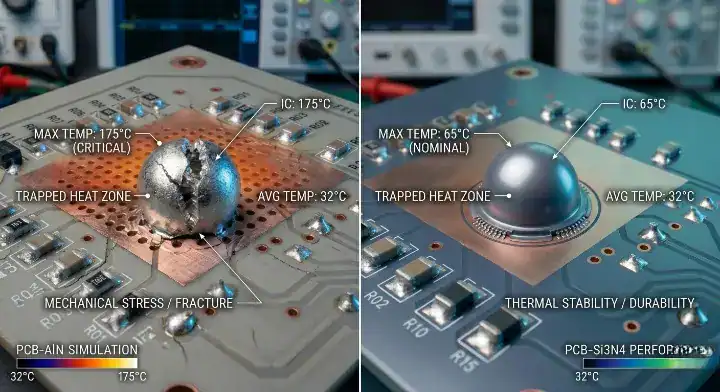
We regularly review designs where standard substrates fail under intense automotive conditions. Last year, automotive engineers submitted multiple high-power modules for our Free DFM review showing early signs of stress fracturing. You designed your power module perfectly, but the mechanical shock of the operating environment is destroying the underlying substrate. When standard materials fail AEC-Q100 testing, you must choose a silicon nitride ceramic PCB over traditional alternatives to prevent catastrophic field failures.
Quick Answer: Silicon nitride (Si3N4) is the superior substrate for automotive power modules because it survives over 3,000 thermal cycles from -55°C to +150°C, whereas Aluminum Nitride (AlN) typically fails around 1,500 cycles. While AlN offers higher thermal conductivity (170-230 W/m·K), Si3N4 provides 2-3 times the fracture toughness (6-8 MPa·m^1/2), making it mandatory for severe under-hood vibration environments. Key takeaways:
- Si3N4 flexural strength hits 600-900 MPa, doubling the mechanical strength of AlN (300-400 MPa).
- Active Metal Brazing (AMB) is the mandatory metallization process for reliable Si3N4 modules.
- Thinner Si3N4 substrates (0.32mm) offset its lower base thermal conductivity.
- Si3N4 costs 2-3x more upfront but drastically reduces $5,000+ automotive warranty claims.
Table of Contents
- Why Is the Automotive Industry Moving from AlN to Si3N4 Substrates?
- How Do Mechanical Properties of Si3N4 and AlN Compare?
- How Does Thermal Conductivity Differ Between the Materials?
- Which Substrate Survives More Thermal Cycles?
- How Does CTE Matching Affect Die-Attach Reliability?
- What Metallization Processes Work with Each Ceramic?
- How Much More Does Si3N4 Cost Than AlN?
- Which Automotive Power Module Applications Require Si3N4?
- How to Choose: Si3N4 vs AlN Decision Flowchart?
Why Is the Automotive Industry Moving from AlN to Si3N4 Substrates?
The automotive industry is moving to Si3N4 because it reliably survives AEC-Q100 Grade 0 testing conditions, enduring over 3,000 thermal cycles from -40°C to +150°C without micro-cracking. Traditional Aluminum Nitride typically suffers structural fatigue and fails between 1,000 and 1,500 cycles under the exact same testing parameters.
AEC-Q100 Grade 0 is a strict automotive stress test standard requiring electronic components to operate perfectly between -40°C and +150°C for a minimum of 1,000 cycles. Automotive manufacturers refuse to accept anything less than absolute reliability for traction inverters.
The shift focuses heavily on mechanical resilience:
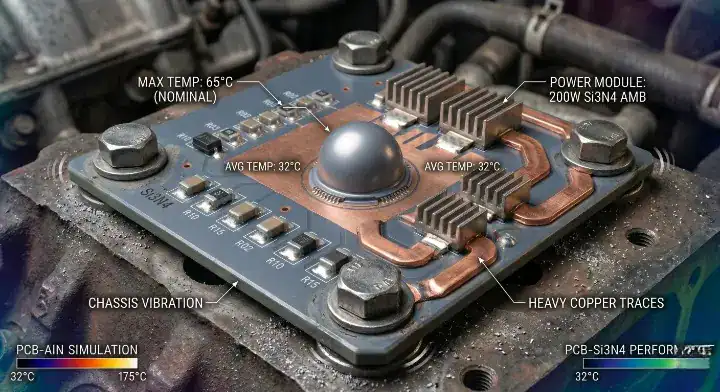
- Under-hood environments experience constant low-frequency vibration.
- Rapid acceleration generates immediate thermal spikes across the power die.
- 15-year vehicle lifespan requirements push standard materials past their physical breaking points.
Bottom line: Switch to silicon nitride if your power module must secure automotive qualification and survive zero-defect continuous operation.
How Do Mechanical Properties of Si3N4 and AlN Compare?
Si3N4 delivers a flexural strength of 600-900 MPa, making it mechanically twice as strong as AlN, which only provides 300-400 MPa. This extreme mechanical durability prevents the substrate from shattering when bolted directly to a vibrating automotive chassis.
Many engineers complain in forums about AlN substrates cracking in under-hood vibration environments. AlN lacks the necessary fracture toughness to withstand long-term mechanical stress. Fracture toughness is a material’s resistance to crack propagation, measured in MPa·m^1/2. Si3N4 offers a fracture toughness of 6-8 MPa·m^1/2, completely solving the cracking issue compared to AlN’s brittle 2.5-3.5 MPa·m^1/2 rating.
| Property | Silicon Nitride (Si3N4) | Aluminum Nitride (AlN) |
|---|---|---|
| Flexural Strength | 600-900 MPa | 300-400 MPa |
| Fracture Toughness | 6.0-8.0 MPa·m^1/2 | 2.5-3.5 MPa·m^1/2 |
| Shock Resistance | Exceptional | Poor |
If your design mounts in a high-vibration area like an engine bay, choose Si3N4. If your design sits in a stationary, vibration-free server rack, AlN provides adequate mechanical stability.
Bottom line: Rely on Si3N4’s 6-8 MPa·m^1/2 fracture toughness to eliminate cracking failures caused by continuous vehicle vibration.
How Does Thermal Conductivity Differ Between the Materials?
Aluminum Nitride provides superior thermal conductivity at 170-230 W/m·K, moving heat 2 to 3 times faster than Silicon Nitride, which operates at 70-90 W/m·K. This raw material advantage makes AlN the traditional favorite for rapid heat dissipation.
Power module engineers frequently voice concerns that Si3N4’s 70-90 W/m·K thermal conductivity is too low for high-current applications. You can compensate for this difference by altering the physical dimensions of the board. Because Si3N4 is mechanically stronger, you can use a thinner 0.32mm substrate instead of the standard 0.635mm required for AlN. This physical thickness reduction drops the effective thermal resistance gap to just 20-30%.
A correctly sized IGBT power module using 0.32mm Si3N4 dissipates heat nearly as efficiently as a thicker AlN board while retaining superior mechanical strength.
| Substrate Material | Base Thermal Conductivity | Standard Usable Thickness | Effective Heat Transfer |
|---|---|---|---|
| AlN | 170-230 W/m·K | 0.635 mm | Maximum |
| Si3N4 | 70-90 W/m·K | 0.320 mm | High |
If your sole engineering priority is maximum heat extraction in a stationary environment, choose AlN. If you need high heat extraction combined with physical durability, thin-profile Si3N4 is the clear winner.
Bottom line: Use a 0.32mm Si3N4 substrate to offset the lower thermal conductivity while maintaining twice the structural integrity of AlN.
Which Substrate Survives More Thermal Cycles?
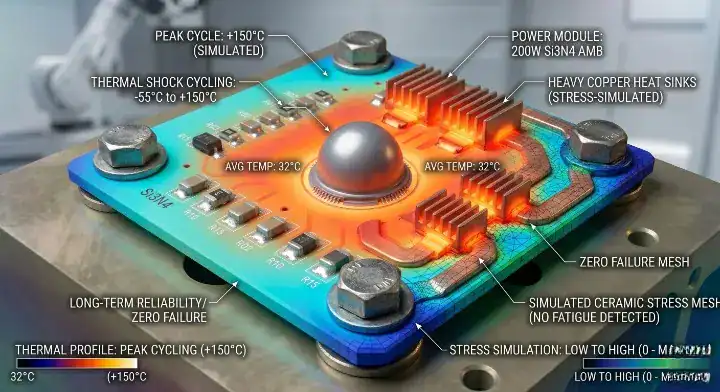
Si3N4 survives over 3,000 extreme thermal cycles from -55°C to +150°C, drastically outperforming AlN, which consistently fails between 1,000 and 1,500 cycles under identical thermal shock parameters.
A European EV client suffered severe micro-cracking with standard AlN at 1,200 cycles during product validation. We transitioned their layout to an AMB Si3N4 substrate and ran our standard 3D AOI + X-Ray inspection on every joint. The revised modules passed 3,000 thermal cycles easily, achieving a 99.7% first-pass yield in final production.
Here is how the degradation occurs:
- AlN develops microscopic surface fractures after 800 rapid heating cycles.
- Copper metallization begins to peel away from the AlN base at 1,200 cycles.
- Si3N4 retains its original bond strength far past the 3,000-cycle mark.
Bottom line: Standardize on Si3N4 for any product requiring a lifespan exceeding 1,500 thermal shock cycles.
How Does CTE Matching Affect Die-Attach Reliability?
Silicon nitride offers a Coefficient of Thermal Expansion (CTE) of 2.6-3.2 ppm/°C, matching perfectly with bare silicon (3 ppm/°C) to prevent die-attach delamination during rapid acceleration. AlN has a slightly higher CTE of 4.5 ppm/°C, which introduces minor mechanical stress during extreme temperature shifts.
Coefficient of Thermal Expansion (CTE) is the exact rate a material expands per degree of temperature change, measured in parts per million per degree Celsius.
Mismatched expansion rates rip rigid solder joints apart from the inside out. In a high-current EV BMS PCB assembly, the silicon die heats up in milliseconds. The substrate underneath must expand at the exact same physical rate.
| Material | CTE Value (ppm/°C) | Match Quality to Silicon |
|---|---|---|
| Silicon Die | 3.0 | Baseline |
| Si3N4 Ceramic | 2.6 – 3.2 | Perfect Match |
| AlN Ceramic | 4.5 | Acceptable Mismatch |
If you are mounting large, high-power bare die directly to the ceramic, choose Si3N4 for zero stress. If you are using smaller, pre-packaged SMD components, AlN’s CTE mismatch is negligible.
Bottom line: Match your bare silicon dies with Si3N4 to completely eliminate solder joint fatigue caused by thermal expansion differences.
What Metallization Processes Work with Each Ceramic?
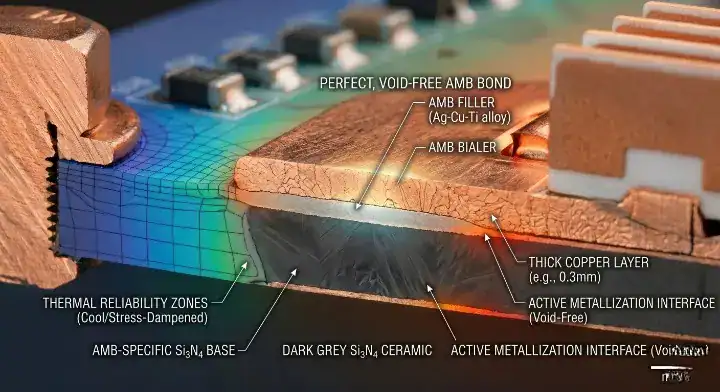
Active Metal Brazing (AMB) is the mandatory metallization process for Si3N4 to achieve 100+ N/mm peel strength, while Direct Bonded Copper (DBC) remains the reliable standard for AlN substrates. You cannot use traditional DBC on silicon nitride because the copper will not adhere to the non-oxide surface.
Active Metal Brazing (AMB) is a high-temperature bonding technique using active metals like Titanium or Zirconium, providing 3 times the adhesion strength of standard DBC on nitride ceramics.
A robotics client tried to cut costs by ordering a non-standard DBC Si3N4 board from a generic supplier, resulting in copper peeling during reflow. We corrected their ceramic PCB manufacturing process by implementing true AMB technology. The new boards survived harsh reflow profiling without a single delamination defect.
| Substrate | Preferred Metallization | Peel Strength | Manufacturing Cost |
|---|---|---|---|
| AlN | Direct Bonded Copper (DBC) | 50-70 N/mm | Lower |
| Si3N4 | Active Metal Brazing (AMB) | 100+ N/mm | Higher |
If you specify Si3N4, you must specify AMB metallization on your fabrication drawing. If you specify AlN, DBC is the most cost-effective and proven method.
Bottom line: Never attempt to use DBC on silicon nitride; always specify AMB metallization to guarantee copper adhesion.
How Much More Does Si3N4 Cost Than AlN?
A bare silicon nitride ceramic board costs 2 to 3 times more per panel than an equivalent AlN DBC board. This steep initial material cost makes Si3N4 impractical for low-budget consumer electronics but highly economical for critical vehicle systems.
Procurement teams regularly question the ROI of this premium ceramic PCB price markup. You must evaluate the total system-level financial risk. An automotive warranty claim costs a minimum of $5,000 per field failure, not including brand damage. If upgrading to Si3N4 provides a 3x longer thermal cycling life and reduces field failures by just 1%, the investment yields an immediately positive ROI.
For prototype runs (5–10 boards): Expect the Si3N4 premium to be highly noticeable. For high-volume production (10,000+ boards): Expect the cost-per-cycle lifespan metric to heavily favor Si3N4 over AlN.
Bottom line: Stop evaluating bare board prices in isolation and calculate the massive savings of preventing a single $5,000 automotive field failure.
Which Automotive Power Module Applications Require Si3N4?
EV traction inverters, on-board chargers (OBC), and under-hood motor controllers strictly require Si3N4 because they endure constant mechanical vibration and extreme thermal shock exceeding 1,000 operating hours. These specific systems operate in the harshest zones of the vehicle chassis.
A Tier-2 automotive client originally specified AlN for a heavy-duty electronic steering module, resulting in a 4% field failure rate from road vibration. Our engineers ran a Free DFM/DFA engineering review and proved the material was shattering at the mounting points. We swapped the design to Si3N4, resulting in zero reported field failures over the next 50,000 units.
AlN remains the better choice for less aggressive environments:
- Stationary industrial motor drives
- Telecom base station power supplies
- Cost-sensitive designs where 1,000 thermal cycles are sufficient
Bottom line: Deploy Si3N4 exclusively in high-vibration automotive zones, and reserve AlN for stationary equipment.
How to Choose: Si3N4 vs AlN Decision Flowchart?
Choosing the correct substrate requires mapping your exact operating environment against a strict decision flowchart. You evaluate vibration, thermal priority, budget, and qualification grade to pinpoint the exact material you need.
Follow this direct decision flowchart for power modules:
- Does the environment have constant heavy vibration? -> Yes -> Choose Si3N4.
- Is absolute maximum thermal conductivity your only priority? -> Yes -> Choose AlN.
- Is the project highly budget-constrained? -> Yes -> Choose AlN.
- Does the module require AEC-Q100 Grade 0 compliance? -> Yes -> Choose Si3N4.
| Application Priority | Recommended Substrate | Primary Reason |
|---|---|---|
| Automotive Grade 0 | Si3N4 | 3000+ cycle survival |
| Maximum Heat Dissipation | AlN | 170-230 W/m·K |
| Under-hood Vibration | Si3N4 | 6-8 MPa·m^1/2 toughness |
| Budget Constraints | AlN | Lower raw material cost |
If your design triggers any of the Si3N4 conditions, do not attempt to force AlN into the application to save money.
Bottom line: Use Si3N4 when mechanical survival is your primary goal, and use AlN when thermal conductivity outranks physical vibration risks.
Selecting the wrong ceramic substrate guarantees expensive warranty claims and failed automotive qualification testing. Si3N4 prevents structural fatigue in vibrating environments, outlasting traditional AlN boards by thousands of thermal cycles. QueenEMS manufactures complex power modules up to 60 layers, providing full turnkey service from component sourcing to final functional testing. If you need a reliable manufacturing partner who understands automotive requirements, contact us for a free engineering review today.
Written by the QueenEMS Engineering Team
FAQ
Can I use DBC metallization on a silicon nitride substrate? No, you cannot. Direct Bonded Copper (DBC) does not bond reliably to the non-oxide surface of Si3N4. You must use Active Metal Brazing (AMB) to achieve the necessary 100+ N/mm peel strength. Consult with your fabrication partner to verify AMB capabilities.
Is AlN better for stationary industrial equipment? Yes, AlN is the ideal choice for stationary applications. It offers 170-230 W/m·K thermal conductivity at a much lower cost than Si3N4, and stationary equipment does not require high fracture toughness. Specify AlN for rack-mounted power supplies.
How do I know if my design needs Si3N4? You need Si3N4 if your operating environment includes severe mechanical vibration or requires survival past 1,500 thermal cycles. If your module mounts directly to an engine block or EV chassis, upgrade to Si3N4 immediately.
Will a thinner Si3N4 board warp during assembly? No, a thinner 0.32mm Si3N4 board maintains excellent planarity during SMT assembly. Its massive 600-900 MPa flexural strength keeps the board completely rigid through the reflow oven, preventing warpage.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.