
Quick Answer: HDI microvia thermal cycling testing simulates real-world stress by running a D-coupon through 6 reflow cycles at 230°C or 260°C while actively monitoring 4-wire resistance. A microvia fails if its resistance drifts by more than 5%. The test costs roughly $1,500 with a 4-6 week lab turnaround and is absolutely mandatory for automotive, aerospace, and medical PCB qualification.
Key takeaways:
- Interfacial separation accounts for ~55% of thermal cycling failures and is impossible to detect with standard room-temperature QC.
- IPC TM-650 Method 2.6.27A requires active resistance monitoring during peak heat because defects “self-heal” (close up) when cooling.
- High-reliability medical and automotive boards mandate this testing per IPC-6012E Class 3 requirements.
- Upgrading from standard FR-4 (Tg 130°C) to High-Tg (180°C+) laminates significantly reduces the Z-axis expansion stress that fractures vias.
Table of Contents
- 1. What Is HDI Microvia Thermal Cycling Reliability and Why It Matters?
- 2. What Are the 4 Primary Microvia Failure Modes Under Thermal Stress?
- 3. How Does IPC TM-650 2.6.27A Actually Test Microvia Reliability?
- 4. What Are the Pass/Fail Thresholds for Resistance Drift?
- 5. Which HDI Designs Need D-Coupon Thermal Cycling Testing?
- 6. How Do Material Choices Affect Thermal Cycling Performance?
- 7. What Did the 2018 IPC Microvia Warning Change for the Industry?
- 8. How Do You Specify Thermal Cycling Tests in Your PCB RFQ?
- 9. How Can You Improve HDI Microvia Thermal Cycling Yield?
Up to 3% of complex interconnect boards pass standard electrical tests on the factory floor, only to crack and fail in the field six months later. This delayed failure stems directly from latent microvia fractures, costing hardware OEMs tens of thousands of dollars in root-cause investigations and product returns. Simulating lifecycle stress through strict IPC thermal testing forces these weak interfaces to open before mass production begins. As a facility executing full turnkey services, our HDI microvia thermal cycling reliability validations rely on hard verification data to validate every stackup. Here is exactly how factory engineers verify microvia integrity.
1. What Is HDI Microvia Thermal Cycling Reliability and Why It Matters?
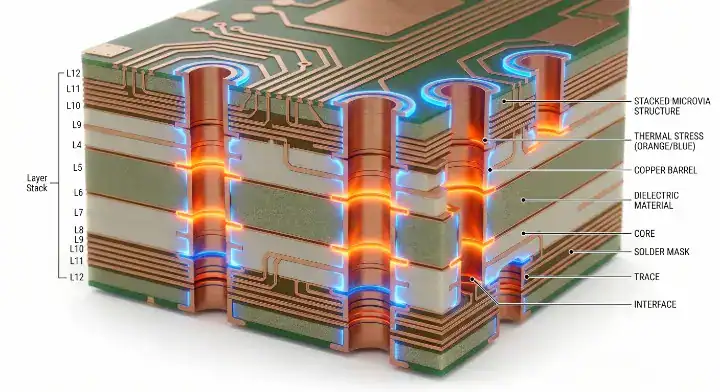
HDI microvia thermal cycling reliability is the capability of a laser-drilled via to survive repeated temperature shifts (typically -65°C to 125°C) without suffering a physical break, maintaining a failure rate of 0% under IPC TM-650 protocols. A single mechanical failure in a high-density array causes an immediate open circuit, resulting in a total loss of functionality for the connected BGA component.
The physical mechanism behind these failures comes down to Coefficient of Thermal Expansion (CTE) mismatch. The glass epoxy resin of standard laminates expands in the Z-axis at approximately 200 ppm, while the plated copper barrel expands at only 16 ppm. When the board enters an oven or operates in a hot environment, the resin swells rapidly, physically stretching the microvia. Over time, this constant stretching fatigues the copper structure.
Here is why early detection is critical:
- Latent defects: Microvias can have weak bonds that do not fully break during fabrication.
- Testing blind spots: Standard flying probe testing at room temperature cannot detect these weak bonds because the copper is still touching.
- Reflow triggers: The intense heat of surface mount assembly (up to 260°C for lead-free) is often the catalyst that turns a weak bond into a hard failure.
Bottom line: You cannot assume microvia reliability based on a clean factory electrical test; you must verify it by forcing the board through simulated lifecycle temperatures and watching the resistance react in real-time.
[Image Placeholder: Photorealistic 3D cross-section illustration showing a microvia stretching in the Z-axis as the surrounding resin expands during thermal stress.]
2. What Are the 4 Primary Microvia Failure Modes Under Thermal Stress?
The 4 primary failure modes are interfacial separation, barrel cracks, corner/knee cracks, and target pad pull-out. The most prevalent—interfacial separation—accounts for 55% of all thermal failures and requires specialized testing to uncover.
Engineers frequently encounter a scenario where boards pass all standard QC checks but fail in customer thermal cycling. When the failure analysis report reads “interfacial separation,” it means the copper plating of the microvia has detached from the target pad at the bottom interface. This happens because CTE mismatch repeatedly pulls the interface apart during thermal cycles until the bond fatigues. Standard QC misses this entirely because, at room temperature, the separated interface rests together and conducts normally (near 0Ω). The gap only opens during reflow heat. To prevent this, fabs must utilize plasma cleaning before plating, optimize copper chemistry, keep aspect ratios below 1:1, and use lower-CTE materials. Under an SEM cross-section, this failure shows a distinct dark line at the microvia base.
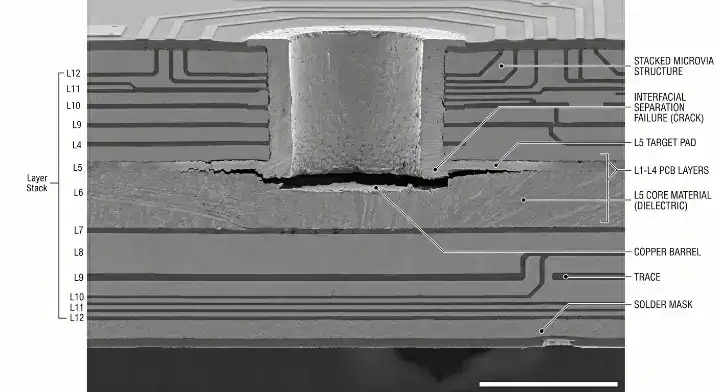
On our line, we cross-section about 30-40 failed microvias per year from customer return investigations. The distribution by failure mode is consistent: roughly 55% interfacial separation at the via bottom, 25% barrel cracks, 12% corner cracks at the knee, and 8% target pad pull-out. Interfacial separation dominates because it is the hardest to catch in standard QC—at room temperature, the separated interface still conducts. It only opens during reflow when thermal expansion pulls the layers apart. The cross-section under SEM shows a characteristic dark line at the microvia bottom that wasn’t there before reflow. We now run plasma cleaning before copper plating on every HDI panel—it added $0.40 per panel to our cost but cut interfacial separation rates by 70% across the last 18 months. Customers using our line for automotive qualification now consistently pass thermal cycling on first submission.
Microvia Thermal Failure Modes Comparison
| Failure Mode | Physical Mechanism | Location | Typical Detection Cycle |
|---|---|---|---|
| Interfacial Separation | Weak plating bond fatigues under Z-axis stress | Bottom interface (target pad) | Cycles 1-3 (Early life) |
| Barrel Crack | Copper fatigue exceeding tensile strength | Mid-point of via wall | Cycles 4-6 |
| Corner/Knee Crack | Stress concentration at the transition point | Top shoulder of the via | Cycles 4-6 |
| Target Pad Pull-out | Resin expansion rips the pad from the laminate | Below the target pad | Cycles 4-6 |
If you are seeing early-life failures (Cycles 1-3), choose to audit your factory’s pre-plating cleaning process; if you are seeing later cycle failures (Cycles 4-6), choose to upgrade to a lower-CTE material to reduce physical fatigue.
Bottom line: Never accept standard room-temperature continuity testing as proof of microvia health; demand active reflow simulation to catch interfacial separation before it reaches the field.
3. How Does IPC TM-650 2.6.27A Actually Test Microvia Reliability?
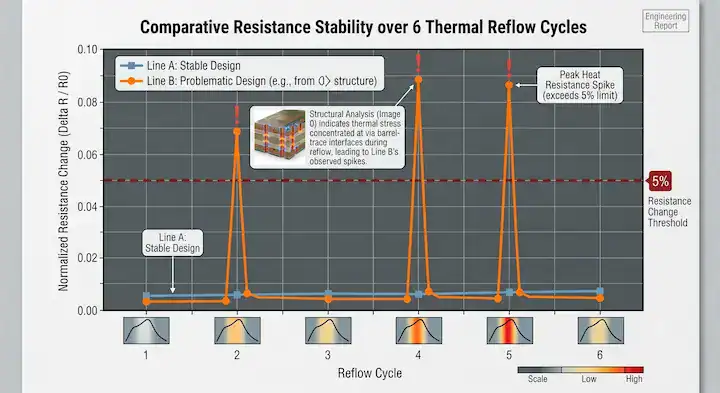
IPC TM-650 Method 2.6.27A evaluates microvia durability by putting a D-coupon through 6 convection reflow simulations at 230°C (tin-lead) or 260°C (lead-free) while continuously monitoring the 4-wire electrical resistance. If the resistance changes by more than 5% during the peak heat, the microvia is deemed a failure.
Hardware teams often question the value of this test when quoted by a fab. What exactly happens during IPC TM-650 2.6.27A testing, and is it worth the typical $1,500 cost? The lab creates a specialized D-coupon, attaches 4-wire probes, records the baseline resistance, and subjects it to 6 reflow simulations. Resistance is actively tracked throughout. While the actual oven time is 1-2 days, lab turnaround is usually 4-6 weeks. A complete report must contain resistance data curves per cycle, pass/fail rulings, cross-section photos, and failure mode classifications. While low-end labs charge around $800 for basic data, a $2,000+ premium lab includes full cross-section analysis. For automotive, aerospace, or medical projects, this is not an optional expense—it is a mandatory qualification gate.
According to IPC test standards, IPC-TM-650 Method 2.6.27A specifically targets latent failures caused by assembly thermal stress, defining failure as any resistance increase over 5%, as this indicates an opening in the microvia structure.
Thermal Testing Standards Comparison
| Standard | Test Type | Temperature Range | Primary Application |
|---|---|---|---|
| IPC TM-650 2.6.27A | Convection Reflow Simulation | Up to 260°C (6 cycles) | HDI assembly validation |
| IPC TM-650 2.6.7.2 | Air-to-Air Thermal Shock | -65°C to 125°C (100+ cycles) | Long-term field reliability |
| AEC-Q200 | Automotive Stress | Application specific (-55°C to 150°C) | Automotive components |
Choose TM-650 2.6.27A to validate your factory’s fabrication yield before assembly; choose TM-650 2.6.7.2 to prove your design will survive a 10-year lifespan in harsh environments.
Bottom line: Budget $1,500 and 4-6 weeks for TM-650 2.6.27A testing on all high-density prototype runs to guarantee your stackup can survive standard SMT assembly.
[Image Placeholder: Information graphic comparing a normal stable resistance curve across 6 reflow cycles versus a failing curve that spikes violently above the 5% threshold at peak temperatures.]
4. What Are the Pass/Fail Thresholds for Resistance Drift?
The strict pass/fail threshold for HDI microvia reliability is a maximum 5% increase in baseline resistance at any point during the 6 thermal cycles. If a 100mΩ daisy chain hits 106mΩ during peak heat, it immediately fails the qualification.
The “Self-Heal” Phenomenon is why active monitoring is required:
- When a board hits 260°C, the Z-axis expansion pulls weak microvias apart, causing resistance to spike well past 5%.
- As the board cools back to room temperature, the laminate shrinks, and the copper interface settles back into place.
- A post-bake electrical test will show the resistance back to normal. The via has “self-healed,” hiding the fatal flaw until it fails permanently in the field.
Statistically, early-life interfacial separation failures (Cycles 1-3) only account for about 5% of test dropouts. The vast majority of failures happen in the major failure window of Cycles 4-6, as mechanical fatigue finally overtakes the copper’s tensile strength.
Bottom line: Ensure your lab report provides continuous resistance curves rather than just “before and after” readings, as latent defects will hide at room temperature.
5. Which HDI Designs Need D-Coupon Thermal Cycling Testing?
Thermal cycling testing is mandatory for Class 3 automotive, aerospace, and medical PCBs, but is highly recommended for any complex design utilizing stacked microvias or aspect ratios pushing 1:1. Testing typically costs $800 to $2,000 per coupon set.
Product teams sometimes debate if consumer electronics require this testing. If you have a consumer product with a 3% failure rate, skipping TM-650 testing is not a viable strategy. While testing is legally required for automotive (AEC-Q200), aerospace (DO-160), and medical (ISO 13485), it is strongly advised for industrial IoT and high-reliability consumer goods. Standard smartphones might skip it, provided they have massive design margins. However, a 3% failure rate signals severe design margin deficits; you need to redesign and test, not just accept the yield loss. A single $1,500 lab test is vastly cheaper than absorbing the cost of field returns and the resulting brand damage.
A medical device customer in Minnesota came to us with a patient monitor PCB that had passed all standard QC but failed customer-side thermal cycling at a 3.2% rate—unacceptable for ISO 13485 qualification. They had skipped IPC TM-650 testing during prototype because the $1,500 cost seemed excessive for a 50-piece prototype run. After the failure, the cost of investigation, redesign, and re-qualification reached $34,000—not counting the 11-week schedule slip. We rebuilt the design with a redesigned stackup, dropped 3-level stacked microvias to 2-level, added plasma cleaning, and ran D-coupon testing on both the prototype and first production lot. The thermal cycling failure rate dropped to 0.2%. The customer now mandates D-coupon testing on all HDI prototypes regardless of product line, even consumer products.
IPC-2221B standards dictate that D-coupons must represent the “worst-case” microvia configuration on the actual board, typically utilizing daisy-chained networks to allow for active 4-wire monitoring.
Industry Application Requirements
| Industry | Primary Standard | D-Coupon Testing Requirement |
|---|---|---|
| Automotive | AEC-Q200 / ISO 16750 | Mandatory |
| Aerospace / Defense | DO-160 | Mandatory |
| Medical Devices | IEC 60601 / ISO 14971 | Mandatory |
| Industrial IoT | IPC-A-600 Class 3 | Highly Recommended |
| Consumer Electronics | Internal OEM Specs | Optional (Design dependent) |
If you are building disposable electronics, choose to rely on standard electrical testing; if you are building any device where failure risks human safety or massive recall costs, choose mandatory TM-650 D-coupon testing.
Bottom line: Do not test an “average” microvia; design your D-coupons to test the most stressed, worst-case microvia configuration in your layout to prove actual safety margins.
6. How Do Material Choices Affect Thermal Cycling Performance?
Upgrading from standard Tg 130°C FR-4 to a High-Tg 180°C laminate reduces Z-axis CTE expansion by roughly 30%, cutting barrel crack and interfacial separation rates drastically under extreme thermal stress. Material selection is the most impactful variable you control.
Material specs you must verify:
- Tg (Glass Transition Temperature): The point where resin begins expanding exponentially.
- Td (Decomposition Temperature): Must be >340°C for multiple lead-free reflows.
- CTE z-axis: Lower is better. Standard FR-4 is ~3.5% expansion (50-260°C), whereas advanced HDI materials are below 2.5%.
For complex routing, explore our stacked vs staggered microvia decision guide to see how geometry pairs with material choices to further reduce stress.
Material Selection Impact on Microvias
| Material Grade | Typical Tg | Z-Axis CTE (50-260°C) | Performance in 6x Reflow |
|---|---|---|---|
| Standard FR-4 | 130°C | 3.5 – 4.0% | High failure risk for stacked vias |
| Mid-Tg FR-4 | 150°C | 3.0 – 3.5% | Acceptable for staggered vias |
| High-Tg Lamiante | 180°C+ | < 2.5% | Required for 2+ level stacked HDI |
If you are using single-level microvias, choose Mid-Tg FR-4 for cost savings; if you are stacking 2 or more microvias, choose High-Tg laminates to prevent CTE-driven fractures.
Bottom line: Never specify stacked microvias on standard Tg 130°C material; always pair complex HDI structures with High-Tg, low-CTE laminates to guarantee thermal survival.
7. What Did the 2018 IPC Microvia Warning Change for the Industry?
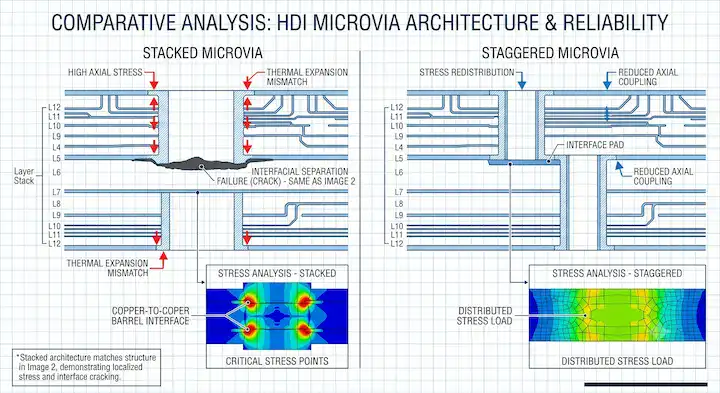
The 2018 IPC V-TSL-MVIA warning officially documented that complex stacked microvias were suffering from “latent defects” that passed factory room-temperature QC but failed catastrophically in the field under thermal stress. This forced the industry to adopt active reflow testing for acceptance.
Many engineers see references to the 2018 IPC warning but don’t know the specifics. In 2018, the Weak Interface Microvia subcommittee issued a critical alert regarding WMI (Weak Microvia Interface) defects found in fielded automotive electronics. These boards passed all factory checks but failed later due to weak bonds at the bottom interface that only opened during reflow heat. In response, standard IPC-6012E (2020) added mandatory thermal stress testing (TM-650 2.6.27A) for Class 3 boards. The biggest impact on designers was the structural limitation: 3-level stacked microvias, which were common before 2018, proved highly unreliable and are now universally restricted to 2-level maximums by most OEMs.
To understand how to safely design geometry post-2018, review the HDI microvia aspect ratio sweet spot to keep plating bonds secure.
Bottom line: Stop designing 3-level stacked microvias entirely; stagger your via structures if you need to traverse more than two adjacent layers.
8. How Do You Specify Thermal Cycling Tests in Your PCB RFQ?
Specifying thermal tests in an RFQ requires explicitly requesting “IPC TM-650 Method 2.6.27A D-coupon testing with 6 reflow cycles at 260°C and 4-wire resistance reporting.” Adding this one line to your fab notes prevents manufacturers from skipping vital QA steps.
Crucial data to include in your RFQ notes:
- Specify the test standard: IPC TM-650 2.6.27A.
- Specify the test temperature based on your assembly profile (typically 260°C for RoHS).
- Demand a full graphical report showing resistance delta, not just a “pass” certificate.
- Ensure your D-coupon design rules require testing the “worst-case” via stackup.
Depending on your design, you will also need to dictate filler types, which you can learn about in our copper vs resin via fill choice breakdown.
Bottom line: Never let a manufacturer use a generic, simple test coupon to validate your board; force them to test a D-coupon that mimics your board’s most difficult HDI routing.
9. How Can You Improve HDI Microvia Thermal Cycling Yield?
You can improve microvia thermal yield from 95% to 99.9% by mandating plasma desmear cleaning before copper plating, keeping your aspect ratios below 0.8:1, and utilizing staggered microvia architecture instead of stacked.
Green flag: Factory capabilities you should look for:
- Routine plasma cleaning on all HDI panels.
- Automated Optical Inspection (AOI) deployed after every laser drill stage.
- Strict limits enforcing a maximum of 2 stacked layers.
If you are developing boards for extreme heat environments, review our ceramic PCB thermal cycling test results to see how alternative substrates handle thermal shock.
Bottom line: Design for manufacturing first by keeping aspect ratios shallow and staggering vias, then mandate plasma cleaning at your CM to ensure unbreakable copper interfaces.
Conclusion
HDI microvia thermal cycling reliability is the ultimate dividing line between boards that survive in the field and those that trigger massive recall investigations. Standard electrical tests are blind to the latent interfacial separations that cause 55% of all thermal failures. By demanding IPC TM-650 2.6.27A D-coupon testing, optimizing your material’s CTE, and capping your stacked microvias at 2 levels, you force these hidden defects into the light before they leave the factory.
At QueenEMS, our facility guarantees reliable HDI fabrication through mandatory plasma cleaning, active D-coupon testing, and strict adherence to IPC Class 3 standards. We don’t guess if your microvias will survive reflow—we prove it with hard resistance data.
If you are struggling with field failures or need to qualify an automotive or medical board, talk to our reliability engineers for a free HDI stackup review today.
Written by the QueenEMS Engineering Team
FAQ
What is the pass/fail threshold for HDI microvia thermal cycling tests? Per IPC TM-650 Method 2.6.27A, microvias fail when 4-wire resistance increases by more than 5% during 6 reflow simulation cycles at 230°C (tin-lead) or 260°C (lead-free). Failures typically appear at cycles 4-6, with early-life failures (cycles 1-3) accounting for about 5% of cases. Ask your lab for the full resistance curve report.
How much does HDI microvia D-coupon thermal cycling testing cost? Typical cost is $800-2,000 per coupon set, with 4-6 week lab turnaround. Low-end labs charge $800 for basic resistance monitoring; mid-range $1,500 includes a pass/fail report; high-end $2,000+ adds cross-section analysis and failure mode classification. Required for automotive, aerospace, and medical qualification. Send us your design to get a precise testing quote.
What are the 4 main microvia failure modes? Interfacial separation at the via bottom (55% of failures), barrel cracks in the via wall (25%), corner/knee cracks at the via shoulder (12%), and target pad pull-out (8%). Interfacial separation is the most difficult to detect because resistance remains normal at room temperature. Ensure your fab utilizes plasma cleaning to mitigate this.
What was the 2018 IPC microvia warning? In 2018, the IPC V-TSL-MVIA (Weak Interface Microvia) subcommittee published a warning about latent microvia failures in fielded automotive products. The defects passed all standard QC but failed during operational thermal cycling. The warning led to IPC-6012E adding reflow simulation as a mandatory microvia acceptance test starting 2019. Redesign any 3-level stacked vias to 2-level to comply.
Do consumer products need IPC TM-650 microvia testing? Not strictly required by standards, but recommended if your design uses stacked microvias or pushes aspect ratio limits. A single $1,500 test is usually cheaper than the cost of field returns plus brand damage. High-reliability consumer products (medical wearables, industrial IoT) should always test. Contact us to discuss test requirements for your project.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.