
Quick Answer: The choice between stacked vs staggered microvia depends on your BGA pitch, routing density, and reliability targets. For BGA pitches ≤0.4mm, stacked microvias are mandatory to achieve necessary routing density, but they limit you to a maximum of 2 stacked levels to maintain >98.5% manufacturing yields. For high-reliability applications or larger pitches, staggered microvias are the safer choice, boasting <0.5% failure rates in thermal cycling because they distribute z-axis stress across the dielectric.
Key takeaways:
- Yield Drop: 1-level stacked microvias yield ~99.5%, but pushing to 3-level stacked structures drops first-pass yields to 95-97% due to cumulative thermal stress at the copper interfaces.
- Cost Impact: Stacked microvia structures cost 15-20% more per board than staggered structures because every single level requires sequential copper filling and planarization.
- Testing Costs: Passing aerospace qualification with stacked vias requires IPC TM-650 D-coupon testing, adding $800–$2000 per set to your project to catch latent “self-healing” defects.
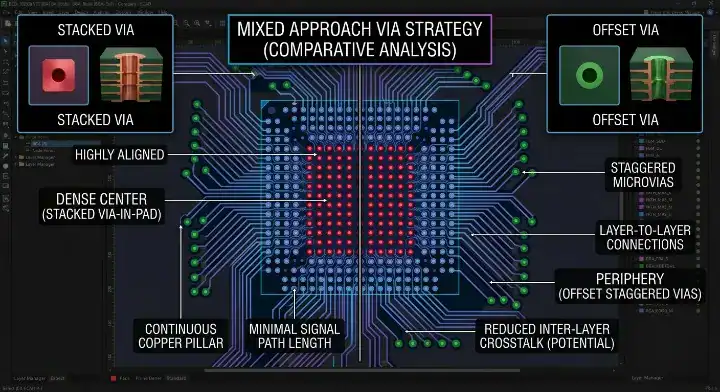
- Best Practice: Use a mixed layout approach—deploy stacked microvias only directly under fine-pitch BGA pads, and transition immediately to staggered microvias for all other board areas.
Table of Contents
- #1 What’s the Real Difference Between Stacked and Staggered Microvias?
- #2 When Should You Choose Stacked Microvias?
- #3 When Are Staggered Microvias the Safer Bet?
- #4 How Many Stacked Vias Can You Reliably Use in One Stack?
- #5 What Does IPC-2226 Actually Say About Stacked vs Staggered?
- #6 How Do Aspect Ratio Rules Differ Between the Two Structures?
- #7 Which Has Better Thermal Cycling Reliability?
- #8 What Are the Cost Implications of Each Microvia Choice?
- #9 How Do You Decide for Your BGA Pitch and Layer Count?
- #10 Frequently Asked Questions (FAQ)
Every month, a hardware team comes to us after their prototype failed in the field, only to discover a latent microvia fracture. They assumed higher density meant better performance, but stacking too many microvias blindly is a recipe for disaster. At QueenEMS, our manufacturing data reveals that moving from a 2-level to a 3-level stacked microvia structure drops first-pass yield from 98.5% down to 95-97%. Let’s look at the physical limits of HDI PCB fabrication, the 2018 IPC warning regarding weak microvia interfaces, and the data you need to design a board that actually survives thermal cycling.
1. What’s the Real Difference Between Stacked and Staggered Microvias?
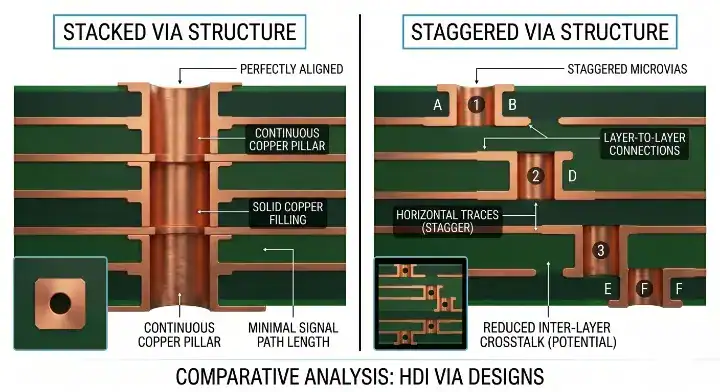
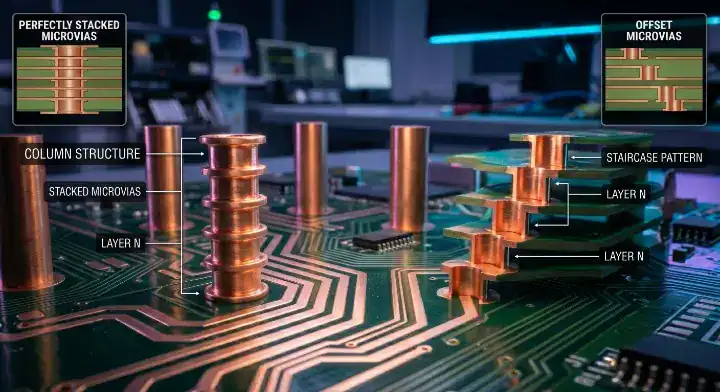
A stacked microvia is an HDI structure where multiple laser-drilled vias are placed directly on top of one another in the z-axis, requiring solid copper filling at each level. A staggered microvia is a structure where the vias on adjacent layers are physically offset from each other, connected by a short buried trace, which distributes stress across the dielectric material rather than concentrating it in a single column.
The physical difference dictates the entire manufacturing process and long-term reliability. Because stacked vias sit perfectly flush on top of one another, every layer must be completely filled with solid copper and perfectly planarized before the next layer is added. Staggered vias do not technically require filling to stack the next layer (though proper via fill copper vs resin choice remains critical for surface pads).
- CTE Mismatch: The core issue in microvia failure is Coefficient of Thermal Expansion (CTE) mismatch. Glass epoxy laminate expands at ~200 ppm/°C, while copper expands at only ~16 ppm/°C. During reflow or field use, the PCB swells in the z-axis, pulling hard on the microvia barrels.
- Failure Modes: This z-axis stress leads to four main failure types: interfacial separation (the bond between two stacked vias breaks), barrel cracks, corner/knee cracks, and target pad cracks (microvia pull-out).
- Stress Concentration: Stacked microvias form a rigid copper pillar. When the board expands, that pillar takes 100% of the shear force at its weakest interface. Staggered microvias use the FR4 as a shock absorber.
| Feature | Stacked Microvia | Staggered Microvia |
|---|---|---|
| Routing Density | Maximum (saves 30-40% space) | Moderate (requires offset space) |
| Reliability | Lower (concentrates thermal stress) | Very High (distributes thermal stress) |
| Process Complexity | High (must be Cu-filled & planarized) | Medium (offset drilling & plating) |
| Lamination Cycles | N+1 cycles for N-level stack | N+1 cycles |
| Cost | Premium (15-20% higher) | Standard HDI pricing |
If you have extremely limited space under a tight BGA, you must use stacked structures. If you have the routing space and prioritize long-term field reliability, staggered is the superior design choice.
Bottom line: The difference comes down to stress management; stacked microvias maximize routing density at the cost of concentrated z-axis stress, while staggered microvias prioritize mechanical reliability over pure space savings.
2. When Should You Choose Stacked Microvias?
You should choose stacked microvias when routing BGA packages with a pitch of ≤0.4mm, where the lack of surface space makes staggered offset geometries physically impossible. At these ultra-fine pitches, you do not have the real estate to drill a via, route a trace, and drill another offset via without violating your minimum trace/space design rules.
A frequent question we encounter on engineering forums is: “Can I mix stacked and staggered microvias in the same board? Or do I need to commit to one approach across the whole design?”
You absolutely can mix them, and doing so is the industry’s recommended best practice for balancing density with reliability. Here is how to execute a mixed approach effectively:
- Zoned Strategies: Use stacked microvias exclusively in the fine-pitch BGA fanout routing region where density is critical. Outside of the BGA footprint, immediately transition to staggered microvias for standard signal routing.
- Layout Tool Configuration: Your ECAD software (like Altium or Cadence Allegro) will not do this automatically. You must define separate via constraints: one rule set for the BGA region allowing stacked, and another rule set for the rest of the board enforcing staggered.
- Fabrication Notes: You must explicitly label these regions in your fab notes. Call out which specific nets and layers utilize stacked structures and which utilize staggered to prevent the CAM engineer from making assumptions.
Bottom line: Choose stacked microvias only when your BGA pitch strictly demands it for escape routing, and use a mixed design constraint to keep the rest of the board staggered.
3. When Are Staggered Microvias the Safer Bet?
Staggered microvias are the safer bet for any aerospace, automotive, defense, or high-reliability application because they distribute thermal stress across offset layers, achieving <0.5% failure rates over 400 thermal shock cycles. By offsetting the vias, the expanding FR4 laminate pulls on different z-axis planes, preventing the catastrophic “weak interface” separation that plagues stacked columns.
Furthermore, staggered microvias are more forgiving during the sequential lamination process. Every time a new HDI layer is added, the board goes through another lamination cycle (heat and pressure). An n-level staggered design still requires n+1 lamination cycles, but the vias are not subjected to direct, cumulative vertical pressure exactly on top of the previous via’s cap plating.
- High-Vibration Environments: The staggered offset acts as a mechanical hinge, absorbing shock that would otherwise snap a rigid stacked copper pillar.
- Thick Boards: As board thickness increases (12+ layers), total z-axis expansion multiplies. Staggering the microvias prevents this massive expansion from breaking the HDI interconnections.
- Cost Constraints: Because staggered microvias don’t always require perfectly planar solid copper filling on inner layers, they can be processed with slightly wider tolerances, saving costs and improving baseline yields.
Bottom line: Always default to staggered microvias for high-reliability products, thick layer counts, and anywhere your design rules provide enough physical space to offset the drill hits.
4. How Many Stacked Vias Can You Reliably Use in One Stack?
You can reliably use a maximum of 2 stacked microvia levels in a single column to maintain a >98% first-pass yield in standard HDI manufacturing. Pushing to 3-level stacked structures causes yields to drop significantly to 95-97%, and drastically increases the risk of latent failures that pass room-temperature testing but break in the field.
This is a massive point of contention between designers and fabricators. A designer recently asked: “My fab is pushing back on 3-level stacked microvias in my 12-layer HDI design. They say 2-level max. Are they being overly conservative or is 3-level actually risky?”
Your fabricator is absolutely right. A 2-level maximum is the industry consensus. Here is why 3-level stacks are a massive risk:
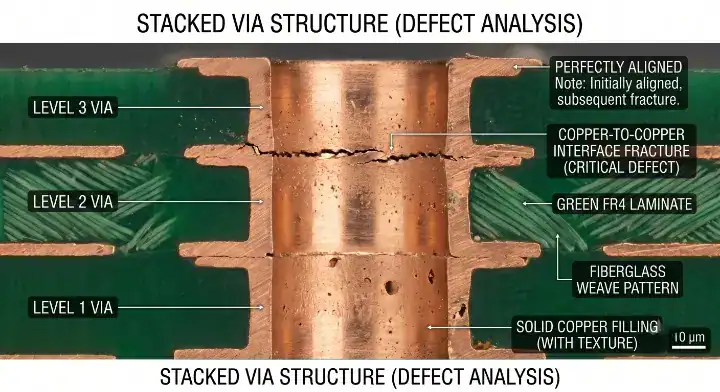
- The 2018 IPC Warning: In 2018, the IPC issued a specific warning regarding “Weak Microvia Interfaces” (WMI defects) observed primarily on 3-level and higher qualification coupons.
- The Self-Heal Phenomenon: WMI defects exhibit a dangerous “self-healing” behavior. The microvia interface fractures during reflow at high temperatures, causing an open circuit. But as the board cools, the copper contracts and pushes the fracture back together. At room temperature, a standard continuity test will pass it.
- IPC-6012E Updates: Because of this, the IPC-6012E Rigid PCB performance spec was updated to include mandatory reflow simulation testing to catch these invisible defects while the board is still hot.
- OEM Restrictions: Major aerospace and automotive OEMs completely prohibit 3-level stacked microvias. If you need to cross three layers, use a stacked-then-staggered approach, or upgrade to an ELIC (Every Layer Interconnect) architecture.
| Stack Level | Factory First-Pass Yield | Reliability Risk Level | Automotive/Aero Approval |
|---|---|---|---|
| 1-Level | ~99.5% | Very Low | Approved |
| 2-Level | ~98.5% | Low to Moderate | Approved with Testing |
| 3-Level | 95-97% | Extremely High (WMI Risk) | Typically Prohibited |
Factory Experience: On our shop floor, the yield difference between 2-level and 3-level stacked microvias is real and measurable. Across the last 18 months, our 2-level stacked builds came in at 98.5% first-pass yield, while 3-level stacked ran 95-97% depending on aspect ratio and material choice. The failures we trace are almost always at the interface between the bottom of the upper microvia and the top of the lower microvia’s cap plating—that interface sees the most cumulative thermal stress. After the 2018 IPC warning, we updated our internal design guideline to flag any 3-level stacked microvia in customer Gerbers and require explicit sign-off plus D-coupon testing before tooling. Customers who pushed through anyway saw the resistance creep in IPC TM-650 2.6.27A testing—typically passing the first 3-4 reflow cycles, then drifting above the 5% threshold on cycles 5 or 6.
Bottom line: Limit stacked microvias to a maximum of 2 levels; if your routing requires penetrating deeper, offset the third via to create a staggered structure or re-evaluate your total layer stackup.
5. What Does IPC-2226 Actually Say About Stacked vs Staggered?
IPC-2226 defines three primary HDI types (Type I, II, and III), explicitly allowing stacked microvias across multiple layers only under Type III specifications. The standard provides a framework for fabricators and designers to agree on complexity, firmly placing stacked structures in the highest-difficulty category.
Understanding the IPC-2226 HDI design standard helps you predict factory capabilities. Many prototype shops can handle Type I and II, but fail spectacularly on Type III because they lack the precision plating chemistry required for multi-level stacking.
- Type I (1+N+1): Features a single layer of microvias on one or both sides of a core. Stacking is inherently impossible here since there is only one microvia layer.
- Type II (2+N+2 or more): Features multiple microvia layers, but the microvias are strictly staggered or stepped. They do not stack directly on top of each other.
- Type III (2+N+2 or more with stacking): Features multiple microvia layers where the vias are stacked directly on top of one another. This requires solid copper filling and extreme planarization tolerances.
| IPC-2226 Type | Microvia Layers | Allowed Structure | Complexity |
|---|---|---|---|
| Type I | 1 per side | Single Level | Standard HDI |
| Type II | ≥2 per side | Staggered Only | Moderate |
| Type III | ≥2 per side | Stacked & Staggered | Advanced / High Risk |
If you design a board with staggered microvias, you fall into Type II, which drastically opens up your supplier base. Designing with stacked microvias pushes you into Type III, requiring a top-tier fabrication facility.
Bottom line: Follow IPC-2226 Type II (staggered) to keep manufacturing costs low and supplier options open; only escalate to Type III (stacked) when BGA density gives you no other choice.
6. How Do Aspect Ratio Rules Differ Between the Two Structures?
The aspect ratio rule for stacked microvias requires a strict 0.75:1 preferred ratio, whereas staggered microvias can push closer to the 1:1 hard limit because they don’t require perfectly flat sequential copper filling. The aspect ratio (hole depth divided by hole diameter) dictates how well plating chemicals can flow into the blind hole to deposit copper.
Because a stacked microvia must act as a perfectly flat foundation for the next via, any dimple or void in the plating will ruin the entire stack. Strict adherence to microvia aspect ratio rules is the only way to prevent this.
- Stacked Microvias (0.75:1): To ensure a solid, void-free copper fill with a perfectly flat cap, the hole must be relatively wide and shallow. For a 75μm dielectric thickness, your microvia diameter should be 100μm.
- Staggered Microvias (up to 1:1): Because staggered vias only need to plate the barrel walls (they don’t necessarily need solid copper filling to act as a foundation for the next via), the plating chemistry can handle slightly deeper holes before breaking down.
- The Voiding Risk: Pushing a stacked microvia past a 1:1 aspect ratio almost guarantees plating voids. A void acts as a stress concentrator during thermal cycling, ensuring an early field failure.
Bottom line: Maintain a 0.75:1 aspect ratio for any stacked microvia to guarantee a flat, void-free copper fill, but feel free to push staggered vias up to 1:1 if you need a smaller drill diameter.
7. Which Has Better Thermal Cycling Reliability?
Staggered structures have vastly superior thermal cycling reliability, showing <0.5% failure rates after 400 cycles, while 3-level stacked microvias can hit 2-5% failure rates under the exact same conditions. By offsetting the vias, staggered designs prevent the continuous vertical copper pillar that rips itself apart when the FR4 laminate expands during temperature extremes.
Designers working on mission-critical hardware frequently ask: “What is the real reliability difference between stacked and staggered after thermal cycling? Need quantitative data for aerospace qualification, not marketing fluff.”
Here is the quantitative data based on the industry’s harshest testing protocol:
- IPC TM-650 2.6.27A Testing: The IPC-TM-650 test methodology involves subjecting the PCB to 6 convection reflow simulations at 230°C or 260°C peak temperatures.
- The Failure Threshold: During the reflow simulation, a 4-wire resistance monitoring system tracks the via structures. If the resistance changes by more than 5% while hot, the structure has failed (this catches the “self-healing” WMI defect).
- CALCE Reliability Data: Studies from the Center for Advanced Life Cycle Engineering (CALCE) demonstrate that in -65°C to 125°C thermal shock testing, staggered microvias easily survive 400+ cycles with virtually zero failures. Stacked structures, especially at 3 levels, show alarming failure rates under the exact same strain.
- Aerospace Requirements: Because of this stark data discrepancy, aerospace and defense projects mandate extensive D-coupon thermal testing before accepting any stacked HDI design.
Bottom line: Specify staggered microvias if your product must survive harsh temperature swings or pass IPC TM-650 2.6.27A reflow simulation testing without generating latent open circuits.
8. What Are the Cost Implications of Each Microvia Choice?
Stacked microvia structures cost 15-20% more per board than staggered structures because every single level requires mandatory copper filling, planarization, and sequential lamination cycles. Staggered microvias avoid the expensive and time-consuming planarization steps, keeping them closer to standard HDI pricing.
When analyzing HDI stackup types 1+N+1 vs 2+N+2 vs ELIC, the financial impact isn’t just in the chemical processing; it’s heavily weighted by the mandatory reliability testing required to validate complex stacked structures.
- Processing Time: Copper filling a stacked via takes hours in the electrochemical plating tank. Planarizing it flat takes specialized grinding equipment. Doing this for 3 separate layers adds days to your lead time and significant labor costs.
- Yield Loss Adder: Factories price in their expected yield loss. Because 3-level stacked vias drop yields to 95%, the factory will charge you a premium on the entire batch to cover the 5% of panels they expect to scrap.
- D-Coupon Testing Cost: If you specify stacked microvias for a Class 3 or high-reliability project, the required IPC TM-650 D-coupon testing will add $800 to $2000 per coupon set to your NRE (Non-Recurring Engineering) tooling costs.
If your budget is tight, removing stacked microvias from your design is the fastest way to drop the per-unit cost of an HDI board.
Bottom line: Choose staggered microvias to save 15-20% on bare board costs and avoid the $800-$2000 D-coupon testing fees associated with validating stacked HDI reliability.
9. How Do You Decide for Your BGA Pitch and Layer Count?
To decide between stacked and staggered microvia structures for a 12-layer board, use stacked strictly under ≤0.4mm BGA pads and immediately transition to staggered microvias for the remaining layers. Your BGA pitch sets your initial constraint, and your layer count dictates how carefully you must manage the z-axis expansion.
We frequently see designers trapped by their ECAD tool defaults: “For a 0.4mm pitch BGA with 12 layers, do I really need stacked microvias? My layout software defaults to them but staggered might give me better reliability.”
Your layout software defaults to stacked because it’s mathematically easier to route a straight line down, but you must manually override this to ensure manufacturability. Here is the decision matrix:
| BGA Pitch | Structure Recommendation | Decision Logic |
|---|---|---|
| ≤0.4mm | Stacked (Max 2-Level) | Space constraint makes staggered impossible. |
| 0.4mm – 0.65mm | Mixed Approach | Stacked directly under pads; staggered elsewhere. |
| 0.65mm – 0.8mm | Staggered | Enough surface area exists to offset vias entirely. |
| ≥0.8mm | Staggered or Through-Hole | Standard routing rules apply; avoid stacked. |
Project Case Study: A robotics startup in California sent us a 14-layer HDI design for a vision processing board with a 0.35mm pitch FPGA. Their original layout used 3-level stacked microvias across the entire BGA area—about 800 stacks. Their previous fab had agreed to build it, but the boards failed thermal cycling in customer qualification. When they came to us, we proposed a mixed approach: 2-level stacked only directly under the BGA balls (where escape routing demanded it), then transitioned to staggered for layers 4 through 11. Total via count went up by 23%, but stacked count dropped to 320. First-pass yield went from their previous 87% to 99.1%. Thermal cycling passed all qualification gates. Net cost per board increased $4.20 due to extra routing density, but the project shipped on time.
Bottom line: Use a 2-level stacked microvia strictly under BGAs with a pitch of 0.4mm or smaller, and utilize staggered microvias for all other connections to guarantee a 99% first-pass yield.
10. Frequently Asked Questions (FAQ)
Can I use 3-level stacked microvias in my HDI design? Technically yes, as it is allowed by IPC-2226, but most OEMs limit stacks to 2 levels following the 2018 IPC microvia reliability warning. 3-level stacked yields drop to 95-97% and risk latent failures detectable only via IPC TM-650 2.6.27A reflow simulation testing. Use staggered or mixed approaches when possible.
Which is more reliable, stacked or staggered microvias? Staggered microvias have better thermal cycling reliability. Stress is distributed across offset z-axis positions rather than concentrated in a single rigid column. In IPC TM-650 testing, staggered structures show <0.5% failure rates over 400 thermal shock cycles, while 3-level stacked columns can reach 2-5%.
Can I mix stacked and staggered microvias in one design? Yes, and it is the recommended best practice. Use stacked microvias directly under fine-pitch BGA fanouts where routing space is critical, and switch to staggered microvias everywhere else. Define separate via constraints in your layout tool for the BGA region versus the non-BGA region, and specify both clearly in your fabrication notes.
What is the maximum aspect ratio for a stacked microvia? The hard limit is 1:1 per IPC-2226, but the preferred ratio is 0.75:1 for guaranteed plating quality and reliability. For example, with a 75μm dielectric, your minimum microvia diameter at 0.75:1 should be 100μm. Going above a 1:1 ratio risks plating voids and subsequent latent failures.
How much does D-coupon thermal stress testing cost? Expect to pay $800 to $2000 per coupon set, depending on the complexity of your via structures and the test laboratory. It is required for aerospace, defense, and Class 3 automotive projects, and highly recommended whenever using 3-level stacked microvias. Request a test plan quote when you submit your PCB RFQ.
In conclusion, choosing between stacked vs staggered microvia structures is the ultimate balancing act between routing density and thermal cycling reliability. Staggered microvias are inherently safer and cheaper, easily surviving harsh temperature swings by distributing z-axis stress. Stacked microvias are a necessary evil for fine-pitch BGA escape routing, but you must strictly limit them to a maximum of 2 levels and maintain a 0.75:1 aspect ratio to avoid catastrophic latent failures. If you are designing a high-layer-count board and are unsure how to balance these constraints, talk to our HDI engineers for a free stackup review. We can help you configure your layout tools for a mixed approach that guarantees both performance and manufacturability before you ever place an order.
Written by the QueenEMS Engineering Team.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.