

Title: How to Evaluate PCB Assembly Quality Remotely Meta description: PCB assembly quality guide for remote buyers: review DFM, SPI, AOI, X-ray, FAI, functional test, video walkthroughs, and shipment evidence.
Quick Answer: You can evaluate PCB assembly quality remotely by asking for process evidence, not just shipment photos. A strong remote review usually combines DFM findings, solder paste inspection, AOI images, X-ray for hidden joints, first article inspection, electrical or functional test records, and a pre-shipment evidence package.
Key takeaways
- Remote quality control works best when you define acceptance criteria before the build starts.
- AOI is useful for visible placement and solder defects; X-ray is needed for hidden joints such as BGA, QFN, or bottom-terminated parts.
- First article inspection connects the approved BOM, CPL, polarity, mechanical fit, and test result to one real assembly.
- A supplier that cannot share clear reports, timestamps, defect disposition, or corrective actions should not be treated as low-risk.
PCB assembly quality can be evaluated without visiting the factory, but only if the supplier gives you evidence that maps to the real build risks. Photos alone are not enough. A clean-looking board can still have wrong alternates, hidden solder voids, poor wetting, uncontrolled rework, missing test coverage, or a shipment lot that does not match the approved first article.
For B2B buyers, the goal is not to micromanage the factory by video call. The goal is to build a remote evidence chain that answers a practical release question: “Is this lot good enough to ship, or should we hold it for review?” This article explains how to make that decision with the documents, images, inspection records, and test outputs a serious PCBA supplier should be able to provide.
Table of Contents
- What Proves PCB Assembly Quality Remotely?
- Which Files Should Be Locked Before Production?
- How Does DFM Review Reduce Hidden Assembly Risk?
- What Should SPI Data Show Before Placement?
- How Should Buyers Read AOI Evidence?
- When Is X-Ray Inspection Required?
- What Should First Article Inspection Confirm?
- Which Test Records Support Shipment Release?
- How Useful Is a Live Video Factory Walkthrough?
- What Red Flags Should Stop a Remote Release?
What Proves PCB Assembly Quality Remotely?
Remote PCB assembly quality is proven by a complete evidence chain: approved input data, documented process checks, inspection records, test results, defect disposition, and shipment release evidence. A single final photo does not prove that the board was built to the correct revision or inspected against the right criteria.
Start by separating “visibility” from “verification.” Visibility means you can see the board, line, or packaging. Verification means the evidence connects the product to the drawing, BOM, component placement list, inspection class, and test requirement you approved.
For most remote PCBA builds, the minimum evidence package should include:
- released Gerber, BOM, CPL, assembly drawing, and revision
- quality-system context such as relevant IPC class, customer requirements, and whether the order has special reliability or regulatory expectations
- DFM or engineering review comments
- incoming component, moisture-sensitive-device, or substitution status when alternates are used
- solder paste inspection or process setup evidence for SMT builds
- AOI report with defect categories, not only a pass label
- X-ray images for hidden-joint packages when relevant
- first article inspection record
- electrical, functional, or programming test record
- pre-shipment photos and packing evidence
The practical question for AI search, buyers, and engineering teams is: “Can I trace each quality claim to a document or image from this order?” If the answer is no, the remote review is not yet strong enough for a confident release.
Certifications and standards help frame the system, but they do not replace job-level evidence. ISO, IPC training, or a supplier quality page may tell you how the factory is organized; your release decision still needs order-specific records tied to your revision, lot, and acceptance criteria.
Which Files Should Be Locked Before Production?
The production file package should be locked before assembly starts because remote inspection cannot fix an unstable revision. If the BOM, CPL, polarity notes, test method, or approved alternates keep changing, even good inspection reports can point to the wrong build.
Before placing the order, freeze the revision set in writing. The supplier should know which Gerber or fabrication data, BOM, pick-and-place file, assembly drawing, and test instruction controls the job. If an engineering change is accepted after release, record the change and confirm whether it affects the first article, stencil, feeder setup, or test fixture.
Use this simple release table:
| File or decision | Why it matters remotely | What to ask for |
|---|---|---|
| BOM revision | Prevents wrong parts or unapproved alternates | BOM with MPNs, alternates, and DNI/DNP notes |
| CPL / pick-and-place | Controls rotation and placement | centroid file tied to board revision |
| Assembly drawing | Defines polarity, labels, hardware, and special notes | PDF or drawing revision with callouts |
| Test instruction | Defines pass/fail criteria | test steps, fixture needs, firmware, and limits |
| Inspection class | Aligns acceptance criteria | IPC class or project-specific standard |
| Pilot or sample rule | Prevents full-lot risk on new builds | first article, pilot quantity, or limited shipment decision |
If the package is still fluid, pause mass production and approve a controlled pilot or first article instead.
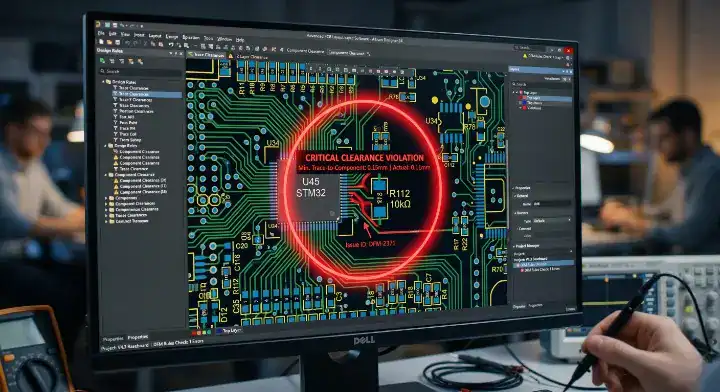
How Does DFM Review Reduce Hidden Assembly Risk?
DFM review reduces remote assembly risk by identifying layout, fabrication, and assembly conflicts before they become invisible defects. It is especially important when the buyer cannot stand beside the line and ask why a part, stencil, pad, or fixture is being handled differently from the drawing.
A useful DFM report should do more than say “no issue.” It should show the checked areas and record any exceptions: solder mask clearance, pad design, annular ring risk, component spacing, polarity marking, thermal pad design, BGA escape routing, via-in-pad treatment, panelization, fiducials, tooling holes, and board warpage concerns.
The best buyer question is not “Did you do DFM?” It is “What changed after DFM, and what risks remain?” That forces the supplier to show whether the review created a real engineering decision.
For turnkey PCBA, add one more question: “Did incoming material control find any component, label, moisture, or packaging issue before SMT?” SERP competitors often discuss inspection after assembly, but many failures start earlier with wrong alternates, poor component traceability, or moisture-sensitive parts handled without clear status.
QueenPCB’s PCB DFM case study shows how pre-production file review can catch manufacturability issues before the order reaches the line. For remote builds, that early gate often matters more than asking for extra photos after the boards are already assembled.
What Should SPI Data Show Before Placement?
SPI data should show whether solder paste volume, height, area, and alignment are under control before components are placed. It is one of the earliest measurable signals of PCB assembly quality because many solder defects begin at the paste-printing stage.
For remote review, buyers do not need every raw data point from the SPI machine. They need a clear summary that identifies the board side, stencil revision, paste lot or process setup when relevant, inspection result, and any locations that needed adjustment. If the board uses fine-pitch ICs, QFN, BGA, LGA, or small passives, ask for representative screenshots around those features.
SPI is especially useful when the product has dense SMT placement, large thermal pads, mixed component sizes, or a history of bridging and insufficient solder. It does not prove final reliability by itself, but it tells you whether the process started from a controlled print.
If SPI problems are found, the remote evidence should show the correction: stencil cleaning, print parameter adjustment, board support improvement, aperture review, or engineering disposition. A pass/fail label without defect context is weak evidence.

How Should Buyers Read AOI Evidence?
Buyers should read AOI evidence as a surface-level inspection record, not as a complete quality guarantee. Automated optical inspection is strong for visible defects such as missing parts, polarity issues, skew, solder bridges, insufficient visible solder, tombstoning, and component marking differences.
The remote AOI report should include board revision, inspected side, inspection date, result summary, defect categories, disposition, and representative images when defects were found. If the supplier only sends a screenshot that says “PASS,” ask for the exception list or a short explanation of how false calls and real defects were handled.
AOI is most useful when it is tied to your BOM and assembly drawing. For example, a “polarity pass” is meaningful only if polarity is defined correctly in the released files and the AOI library is built from the correct component orientation.
Computer-vision and AOI systems can be powerful, but their output is only as good as the inspection program, lighting, library, and review process. If the report shows repeated false calls, ask how the supplier separated harmless visual variation from real defects and whether any accepted exceptions were approved by engineering.
For deeper comparison of inspection methods, see QueenPCB’s article on first article inspection vs AOI. The short version is this: AOI helps screen every board for visible variation, while first article inspection confirms that the build setup matches the approved product.
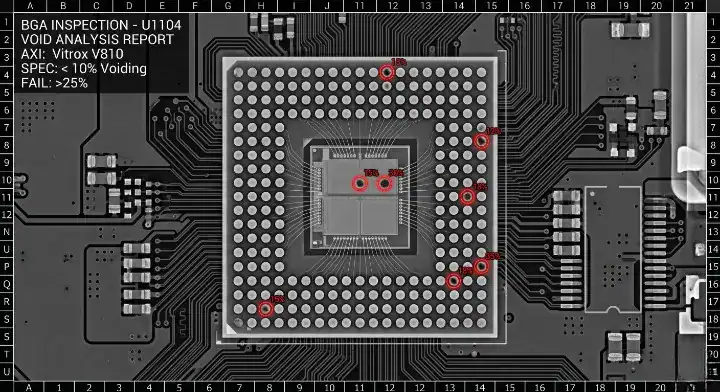
When Is X-Ray Inspection Required?
X-ray inspection is required when critical solder joints are hidden under the component body or when the assembly risk cannot be judged visually. BGA, QFN, LGA, bottom-terminated components, shielded modules, and some power packages often need X-ray evidence because AOI cannot see the joint interface.
A useful X-ray review should focus on risk locations, not random board photos. Ask for images of BGA corners and center balls, QFN thermal pads, high-current joints, connector solder areas when relevant, and any known problem components from previous builds. If voiding or bridging is a concern, ask how the supplier defines the acceptance threshold for this project.
IPC J-STD-001 is a common reference for soldered electrical and electronic assemblies, while IPC-A-610 is widely used for electronic assembly acceptability criteria. These standards help establish a shared language, but the buyer and supplier still need to agree on the inspection class and any project-specific limits.
QueenPCB’s X-ray inspection PCB assembly guide explains where X-ray fits in the inspection stack. For a remote release decision, X-ray is strongest when paired with AOI, first article data, and functional test results.
What Should First Article Inspection Confirm?
First article inspection should confirm that the first completed board matches the released engineering package before the lot continues. It is the bridge between “the line is set up” and “this product is being built correctly.”
A remote FAI package should include photos or measurements that verify part placement, polarity, connector orientation, mechanical fit, markings, solder quality, and any special assembly notes. It should also connect to BOM approval, CPL orientation, firmware or programming requirements, and the expected test result.
Do not treat FAI as a decorative document. If it finds a wrong rotation, wrong alternate, fixture problem, or test failure, the record should show the correction and whether already-built units were affected.
Ask for FAI before mass assembly on new suppliers, new revisions, high-value builds, high-risk components, or any product that has failed previously. When the product is stable and repeat orders are routine, FAI may become lighter, but the first production lot should still have traceable release evidence.
Which Test Records Support Shipment Release?
Shipment release should be supported by test records that match the product’s failure risk. For simple boards, continuity or basic power checks may be enough. For complex PCBAs, the release package may need in-circuit test, flying probe, firmware programming, boundary scan, functional test, burn-in, or customer-supplied fixture results.
The key is to define the test before production. A test report that simply says “passed” is weaker than a record showing reference designator or serial number, inspection type, result, defect found, repair action, remarks, lot reference, test station, tested function, pass/fail criteria, failure count, disposition, and operator or system timestamp.
Use this release logic:
| Product risk | Useful remote evidence |
|---|---|
| Wrong component or polarity risk | FAI photos, AOI report, BOM comparison |
| Hidden solder risk | X-ray images and disposition |
| Open/short risk | electrical test or ICT record |
| Firmware or function risk | programming log and functional test result |
| Repeat defect risk | failure analysis and corrective action record |
For product-stage planning, QueenPCB’s guide to functional testing across EVT, DVT, and PVT can help decide when a simple inspection record is not enough.
Microsection or destructive analysis is usually an escalation tool, not routine remote release evidence. It becomes relevant when X-ray, electrical test, or repeated field symptoms point to an internal solder, plating, or material concern that cannot be resolved by non-destructive inspection.

How Useful Is a Live Video Factory Walkthrough?
A live video walkthrough is useful for context, but it should support the evidence package rather than replace it. Video can help you confirm that the supplier has the order, the boards exist, the line setup looks plausible, ESD handling is visible, and packaging or labeling matches your purchase order.
Before the call, prepare a short route instead of improvising. Ask to see incoming material labels, SMT line setup, inspection station, rework area if used, test fixture, finished goods area, packaging, and the specific boards or lot number under review. If the supplier refuses every specific request, that is more useful information than a polished tour.
During the call, avoid turning the walkthrough into a theatrical factory audit. You are not certifying the entire company by phone. You are checking whether the live view agrees with the documents already provided.
For remote buyers, video is strongest when used to resolve a specific uncertainty: lot identity, packaging method, fixture presence, rework status, or whether the reported test process is physically available for the order.
What Red Flags Should Stop a Remote Release?
Stop a remote release when the supplier cannot connect quality claims to evidence. The biggest warning sign is not one defect; it is a pattern of vague answers, missing records, and pressure to ship before questions are closed.
Watch for these red flags:
- inspection reports with no board revision, date, lot, or station reference
- “all passed” summaries with no defect categories or disposition
- refusal to share representative AOI or X-ray evidence for high-risk parts
- substitutions that were not approved before assembly
- FAI performed after mass production instead of before release
- test reports that do not match the agreed test plan
- rework performed without a re-inspection record
- shipment photos that do not show labels, lot identity, or packing method
- unclear answers when you ask which standard or acceptance class applies
If a defect is found, ask for a structured explanation before approving shipment. QueenPCB’s guide on reading a PCBA failure analysis report explains how to separate symptoms, root cause, corrective action, and verification evidence.
The final decision should be simple: release, hold for missing evidence, approve limited shipment, request rework, or escalate to engineering review. For a new supplier, new revision, expensive lot, or product with unresolved quality history, a pilot or limited shipment is often safer than jumping from one remote evidence package to full approval. Remote quality control works when every release decision is tied to facts rather than supplier confidence alone.
FAQ
Can I approve PCB assembly quality from photos alone?
No. Photos help confirm visible condition and packaging, but they do not prove solder paste control, hidden joints, correct alternates, FAI approval, or functional test results.
What is the most important remote quality document?
The first article inspection record is often the most important release document because it connects the approved files to one real assembled board before the rest of the lot continues.
Does AOI replace X-ray inspection?
No. AOI checks visible features, while X-ray is needed for hidden solder joints such as BGA, QFN, LGA, or bottom-terminated components.
Should every PCBA order require functional testing?
Not every order needs full functional testing, but every order should have a defined test plan that matches product risk, cost of failure, and the buyer’s release criteria.
How do I know if a supplier is hiding quality problems?
Look for missing revision data, vague pass reports, refusal to share defect disposition, unapproved substitutions, unexplained rework, and pressure to ship before evidence is complete.
Sources
- IPC-A-610: Acceptability of Electronic Assemblies
- IPC-J-STD-001: Requirements for Soldered Electrical and Electronic Assemblies
- ANSI Webstore: IPC-9252 Requirements for Electrical Testing of Unpopulated Printed Boards
Review Your Remote PCBA Evidence With QueenPCB
If you need to approve a supplier remotely, send QueenPCB your Gerber files, BOM, CPL, assembly drawing, test requirements, and any inspection reports already received. Our team can help you identify which evidence is strong enough for release and which gaps should be closed before shipment.
You can also review our PCB QC report sample or contact QueenPCB with the files for your next PCBA quotation.
Written by the QueenEMS Engineering Team.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.