

Quick Answer: The transition in a pcb prototype vs production order happens when you hit 5 specific signals, including a ≥95% first-pass yield across two consecutive runs and securing an 8-week maximum lead time for all components. Switching makes financial sense when your total NRE fees divided by unit savings drop below your anticipated monthly volume, typically bridging the gap with a 50–200 unit pilot run.
Key takeaways:
- Simple consumer boards need 2–3 prototype spins; complex industrial designs require 3–5.
- Skipping a pilot run can scrap an entire batch; a 500-piece pilot test prevents thousands in losses.
- Changing factories for mass production causes a 15%–20% yield drop on BGAs due to reflow profile differences.
- A NRE cost of $500 saving $3 per unit means you break even at 167 boards.
Table of Contents
- What’s the Real Difference Between a PCB Prototype Order and a Production Order?
- How Many Prototype Iterations Do You Actually Need Before Switching?
- What Are the 5 Signals That Tell You It’s Time to Switch to Production?
- What Is a Pilot Run and Do You Need One Before Full Production?
- Should You Use the Same Factory for Prototype and Production?
- How Do You Calculate the Cost Crossover Point Between Prototype and Production Pricing?
- What Files and Documents Do You Need Before Placing a Production Order?
- What Happens If You Switch Too Early — and How Do You Recover?
- FAQ
You have five perfectly working boards sitting on your desk, and your project manager wants 5,000 units delivered next month. If you pull the trigger too early, you might scrap the entire batch because manual prototype rework masked a fatal design flaw. After processing 2,400+ assembly orders last year, we see this exact pcb prototype vs production order dilemma play out every week. Here is what actually drives a successful transition—and how to make the leap without lighting your budget on fire.
What’s the Real Difference Between a PCB Prototype Order and a Production Order?
A prototype order builds 5 to 50 boards using manual setups and flexible processes to verify basic electrical functionality, while a production order uses fully automated lines to build 1,000+ boards with strict cost controls. The critical middle ground is a pilot run, which tests the actual high-volume manufacturing process before you commit to mass scaling.
Here’s where it gets real… The biggest trap engineers fall into is assuming “the prototype works, so we can build a million of them.” Prototype builds often involve hand-soldering, manual rework, and flexible tolerances. These manual interventions hide design flaws that will cause massive failure rates when placed on an automated SMT line moving at high speed. If you need a few boards fast to prove your concept, our PCB prototyping service is the starting point, but scaling requires a process shift.
| Metric | Prototype Order | Pilot Run (Bridge) | Mass Production Order |
|---|---|---|---|
| Volume Range | 5 – 50 pcs | 50 – 200 pcs | 1,000+ pcs |
| Unit Cost | High (Setup absorbed by few units) | Medium (+10-15% over mass) | Lowest (Economies of scale) |
| Lead Time | 24 hours – 5 days | 2 – 3 weeks | 4 – 8 weeks |
| DFM Requirement | Basic checks pass | Strict automated line rules | 100% locked and verified |
| Testing Method | Flying probe, manual bench | Flying probe, initial fixtures | Custom ICT, automated functional |
| Best Used For | Proof of concept, debugging | Process validation, compliance | Market rollout, inventory buildup |
How Many Prototype Iterations Do You Actually Need Before Switching?

Simple consumer electronics typically require 2 to 3 prototype iterations, while complex industrial or medical devices normally need 3 to 5 rounds before freezing the design. You should stop iterating and move to the next phase when two consecutive board versions show zero functional changes, focusing only on cost reduction or cosmetic tweaks.
But here’s what most guides won’t tell you… Hardware teams often get stuck in the “just one more spin” loop. Every time you make a minor layout adjustment, you introduce new variables that require full re-verification.
- You test 10 boards thoroughly rather than glancing at 50 rushed boards.
- You freeze the core schematic by iteration two.
- You stop altering traces just to make them look prettier on screen.
- You accept minor silk-screen typos if the electrical performance is flawless.
What Are the 5 Signals That Tell You It’s Time to Switch to Production?
You are ready to switch from a pcb prototype vs production order when your last two prototype batches hit a ≥95% first-pass yield, and every item on your BOM has a verified volume supplier with under 8 weeks lead time. Additionally, your layout must clear a final DFM review with zero Class A defects, and pass all environmental stress tests.
The real question is… how do you measure these objectively? Gut feelings ruin product launches. You need hard metrics before you place a quick-turn PCB assembly order for volume scaling.
| Switch Signal | How to Verify It | Risk If Ignored |
|---|---|---|
| 1. Yield ≥95% (2 runs) | Check factory test reports for consecutive batches. | High rework labor costs eating your profit margins. |
| 2. BOM Supply & Lead Time ≤8 Weeks | Request a supply chain availability check. | Production line stops waiting for a $0.10 capacitor. |
| 3. Zero Class A DFM Defects | Factory engineering review report shows clean. | Automated placement machines will reject the boards. |
| 4. Functional & Environmental Pass | Thermal, vibration, and EMI testing logs signed off. | Costly field failures and product recalls. |
| 5. Volume Crosses Breakeven | Compare NRE setup costs against unit savings. | You lose money by overpaying for prototype pricing. |
What Is a Pilot Run and Do You Need One Before Full Production?

A pilot run is a transition batch of 50 to 200 boards built using the exact automated equipment, solder paste, and reflow profiles intended for mass production. You absolutely need one if your board features BGAs over 256 pins, strict impedance controls, or falls under strict medical and automotive compliance standards.
Now, here’s the part that surprises most customers… Jumping directly from 5 hand-tested prototypes to a 5,000-piece production run is a financial gamble. Engineers often complain on forums about defects suddenly appearing at volume. This happens because automated lines handle thermal mass differently than a technician’s hot air gun.
While a pilot run costs 10% to 15% more per board than full production, the math works in your favor. Running 500 pieces at $8 each for a pilot test costs $4,000. If you skip this and run 5,000 pieces at $5 directly, a hidden footprint error will cost you $25,000 in scrap. The pilot run acts as your insurance policy.
Should You Use the Same Factory for Prototype and Production?
Keeping your prototype and production builds at the same factory prevents a 15% to 20% drop in BGA yield caused by differing reflow temperature profiles and machine tolerances. When you switch manufacturers, variations in copper weight and ±10% stackup thickness changes will drastically alter your impedance values and signal integrity.
So what does this actually mean for your budget? Using a cheap prototype house and then moving to a “real” factory for volume means you throw away all the process engineering data. At QueenEMS, we run prototypes on the same lines we use for mass production, meaning the thermal profiles, solder mask alignment, and stencil parameters transfer with 100% accuracy.
If you absolutely must change factories, force your prototype vendor to provide this data handover list:
- Exact stackup physical measurements
- Complete DFM modification history
- First Article Inspection (FAI) reports
- Reflow oven thermal profiling charts
How Do You Calculate the Cost Crossover Point Between Prototype and Production Pricing?
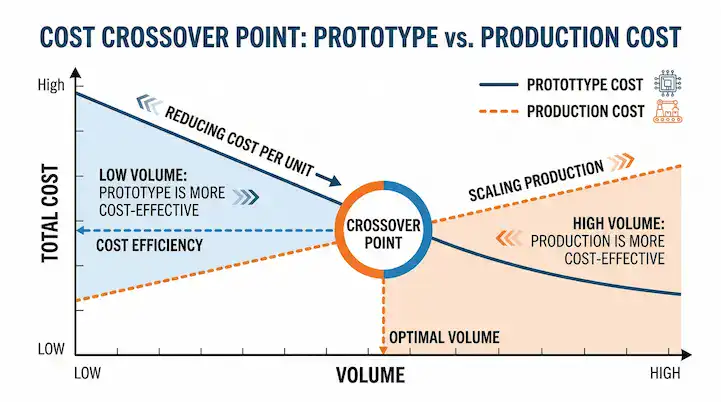
You find your exact crossover point by dividing your fixed Non-Recurring Engineering (NRE) tooling costs by the unit price savings you gain from a volume order. If your NRE setup fee is $500 and you save $3 per board using mass production rates, switching becomes financially viable the moment you need more than 167 boards per month.
Want the honest answer? Setup fees hit small orders the hardest. A production run requires stencils, SMT machine programming, and custom testing jigs. To figure out when it is time to absorb those costs and consider standard fabrication lead times, use this formula:
Cost Crossover Volume = Total NRE Fixed Costs ÷ (Prototype Unit Price – Production Unit Price)
If your prototype unit price is $15, your volume unit price is $4, and your NRE is $1,100: $1,100 ÷ ($15 – $4) = 100 boards. If you need 150 boards, pay the NRE and take the production pricing.
What Files and Documents Do You Need Before Placing a Production Order?
Before launching high-volume manufacturing, you must submit a locked BOM with manufacturer part numbers, finalized RS-274X or ODB++ Gerber files, and pick-and-place XY coordinates. You also need a verified testing procedure document and a physical test jig design to prevent line stoppages.
Here’s the thing… You cannot send vague instructions to an automated facility. A production line burns cash every minute it sits idle waiting for your clarification.
- DFM Check: Your files must pass a strict DFM for PCB design review to verify trace spacing and annular rings.
- BOM Lock: Your BOM for PCB assembly must have alternative part numbers listed for every passive component.
- IPC Standard: Clearly declare if you require IPC Class 2 or Class 3 inspection criteria.
- Assembly Drawing: Provide a visual guide showing polarity for diodes and pin 1 orientation for all ICs.
What Happens If You Switch Too Early — and How Do You Recover?

Launching a pcb prototype vs production order switch before completing validation testing results in entire batches failing Automated Optical Inspection (AOI) due to incorrect footprint sizing or thermal relief issues. You can recover by pausing the line to implement manual routing fixes, but this directly adds $5 to $15 per board in unexpected rework labor.
80% of first-time customers submit BOMs with at least one error that would halt a production line. The most common offender is missing MPNs (Manufacturer Part Numbers). We built an automated BOM pre-check that flags these discrepancies within 2 hours, cutting our average quote-to-production hold time from 5 days down to 2.
That said… if you realize you switched too early, immediately request a production halt. Pay the factory for the components already placed, redesign the bare board, and use the remaining procured components for the corrected batch. It hurts your ego, but it saves your company.
FAQ
1.Can I skip the prototype phase if my design is very simple? No, you should never completely skip prototyping. Even a basic 2-layer board can have footprint orientation errors or silk-screen overlaps that will ruin a mass production batch. Build at least 5 pieces first to verify the physical layout. Ready to test your design? Upload your Gerber files for a free DFM check today.
2.How much does a Pilot Run typically cost compared to mass production? It depends on your component costs, but you can expect the per-unit assembly price of a pilot run to be 10% to 15% higher than your final mass production target. This premium pays for the engineering oversight and machine setup time for a smaller batch. Contact us to get a transparent pilot run quote within 24 hours.
3.Do I have to pay NRE tooling fees again if I switch factories for production? Yes. Every factory uses different SMT machines, testing equipment, and panelization standards, meaning they have to program their own machines and cut new solder stencils. This is why staying with one EMS provider saves money long-term. Request a free first-article inspection on your first volume order with us.
Written by the QueenEMS Engineering Team. Ready to build your next board? Contact us today at https://www.queenems.com/