
You land a new contract with a European automotive tier 1, and the spec sheet clearly states: “All PCBs must comply with IEC 61249-2-21.” You ask your current fabricator if their boards meet this, and they casually reply, “Don’t worry, our standard FR-4 is RoHS compliant.” That answer will fail your customer’s audit and stall your product launch. RoHS compliance does not automatically mean your board meets strict halogen limitations. At QueenEMS, our data shows 95% of standard RoHS-compliant boards still contain high levels of brominated flame retardants.
Quick Answer: A halogen-free PCB is a printed circuit board built with copper-clad laminate that contains less than 900 ppm of chlorine, less than 900 ppm of bromine, and less than 1,500 ppm total Cl + Br, per IEC 61249-2-21. You typically pay a 10%–30% material premium and accept 20%–25% reduced drill bit life, in exchange for safer disposal, lower toxic emissions, and compliance with OEM specifications like TCO Certified and EPEAT. Key takeaways:
- The “9-9-15” threshold (900/900/1500 ppm) is defined by IEC 61249-2-21 and JPCA-ES-01-2003.
- RoHS does not require halogen-free; TBBPA remains legal under RoHS.
- Halogen-free laminates absorb 0.15%–0.35% moisture vs 0.1%–0.2% for standard FR-4 — pre-bake at 120°C × 4–8 hours.
- Common qualified brands: Panasonic R-1566, Isola TerraGreen, Shengyi S1165M, Ventec VT-447.
Table of Contents
- What Is a Halogen-Free PCB and Why Does It Matter for Modern Electronics?
- How Do IEC 61249-2-21 and JPCA Standards Define the 900 ppm Halogen Limit?
- What Materials Replace Brominated Flame Retardants in Halogen-Free Laminates?
- Which Halogen-Free Laminate Brands Should You Specify for FR-4 Builds?
- How Does Drilling Change When You Switch From Standard FR-4 to Halogen-Free?
- Why Do Halogen-Free Boards Popcorn During Reflow and How Do You Prevent It?
- How Much More Does a Halogen-Free PCB Cost Than Standard FR-4?
- Does RoHS Legally Require You to Use Halogen-Free Materials?
- Which Industries Truly Require Halogen-Free PCB Compliance Today?
- How Do You Verify a Supplier’s Halogen-Free Claim Before You Ship?
What Is a Halogen-Free PCB and Why Does It Matter for Modern Electronics?
A Halogen-Free PCB is a printed circuit board built with laminates containing strictly less than 900 ppm chlorine and 900 ppm bromine. Most qualified grades carry a Tg between 150°C and 170°C and absorb 0.15%–0.35% moisture at saturation. It matters because burning traditional boards releases toxic dioxins, which strict OEM and European ESG standards now explicitly ban.
The Chemistry of Halogens in Fabrication
Halogens are group 17 elements, primarily fluorine, chlorine, bromine, iodine, and astatine. Traditional PCB manufacturing uses chlorine and bromine as highly effective, low-cost flame retardants inside the epoxy resin.
Here is the kicker: When standard FR-4 burns during end-of-life recycling, the brominated compounds release lethal dioxins and furans into the environment.
Core Advantages of Going Halogen-Free
Beyond environmental safety, removing halogens forces material scientists to use alternative resins. This often yields better electrical and mechanical properties for high-end applications.
Expect these specific material shifts:
- Higher glass transition temperature (Tg), typically 150°C to 170°C+.
- Lower Z-axis CTE, improving plated through-hole reliability over time.
- Better insulation resistance in high-voltage designs.
The Hidden Manufacturing Trade-offs
Switching materials is not a direct drop-in replacement on the factory floor. The resin chemistry changes how the physical board behaves during fabrication. The material runs 10%–30% more expensive while making the panel noticeably more brittle.
| Property | Standard FR-4 | Halogen-Free Laminate |
|---|---|---|
| Total Cl + Br Limit | None | < 1,500 ppm |
| Material Cost Premium | Baseline | + 10% to 30% |
| Environmental Safety | Emits dioxins if burned | Safe disposal |
Choose halogen-free when your end-market demands green certification, but stick to standard FR-4 if cost is your primary driver.
Bottom line: Specify halogen-free laminates only when your buyer’s ESG policy mandates it, because you will pay a 10%–30% premium for the raw material alone.
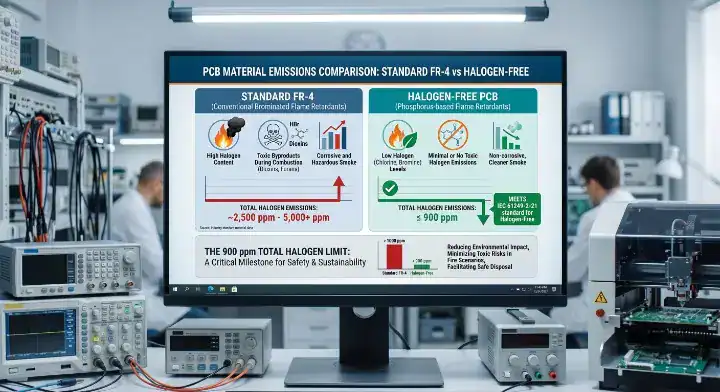
How Do IEC 61249-2-21 and JPCA Standards Define the 900 ppm Halogen Limit?
The IEC 61249-2-21 and JPCA-ES-01-2003 standards enforce a strict limit of maximum 900 ppm chlorine, maximum 900 ppm bromine, and a combined total of under 1,500 ppm. Any laminate exceeding these precise ppm measurements cannot legally claim halogen-free status. According to IEC 61249-2-21 (published through ANSI), the minimum glass transition temperature for qualifying halogen-free epoxy laminates is 120°C, in addition to the 900 ppm Cl, 900 ppm Br, and 1,500 ppm total limits.
The “9-9-15” Threshold Explained
Engineers refer to this standard as the 9-9-15 rule. It provides a universal benchmark so fabricators and buyers have a quantifiable metric for material acceptance.
As documented in IPC’s industry technical review of halogen-free test methods, the semi-open flask method (combustion followed by ion chromatography) is the agreed-upon detection technique across all three governing standards.
Halide-Free vs. Halogen-Free Confusion
New engineers frequently confuse flux specifications with laminate specifications. This mistake causes massive compliance failures during final product audits.
The real story: “Halide-free” refers strictly to the absence of active ionic halogens in soldering flux, whereas “halogen-free” dictates the total covalent halogen content baked into the actual PCB laminate.
Here are the key compliance boundaries:
- IEC 61249-2-21: Regulates the bare PCB laminate and prepreg.
- J-STD-004: Regulates the flux used during SMT assembly.
- JS709: Defines limits for solid-state components mounted on the board.
| Compliance Term | Regulated Component | Key Metric |
|---|---|---|
| Halogen-Free | PCB Laminate & Prepreg | < 900 ppm Cl, < 900 ppm Br |
| Halide-Free | Soldering Flux (SMT) | Zero ionic halides |
| RoHS Compliant | Solder Alloy & Components | Restricts Pb, Cd, Hg, PBB, PBDE |
Rely on the IEC 61249-2-21 definition to verify your bare boards, and never assume a halide-free flux makes your entire assembly halogen-free.
Bottom line: Always write “Compliance with IEC 61249-2-21 required” on your fabrication drawing instead of just “halogen-free” to give your factory a measurable, legally binding target.
What Materials Replace Brominated Flame Retardants in Halogen-Free Laminates?
Halogen-free laminates replace brominated flame retardants with phosphorus-based, nitrogen-based, or combined phosphorus-nitrogen epoxy resin systems. These alternative chemical structures maintain a high thermal resistance and achieve the required UL 94V-0 flammability test methodology rating without releasing toxic gases during combustion.
The Phosphorus and Nitrogen Approach
Tetrabromobisphenol-A (TBBPA) is a brominated flame retardant used in 95% of standard FR-4 boards. It provides excellent fire resistance at a low cost. To match this performance without halogens, material scientists use reactive phosphorus compounds.
When exposed to extreme heat, phosphorus creates a protective char layer that cuts off oxygen. Nitrogen compounds work alongside this by releasing inert gases that dilute flammable oxygen near the heat source.
Mechanical Changes from New Resins
Swapping the resin fundamentally alters the physical structure of the cured laminate. The resulting board behaves differently both on the fabrication floor and in the field.
Pay close attention: The phosphorus-cured resin creates a measurably stiffer and more brittle board matrix.
Expect these mechanical realities:
- Increased surface hardness, requiring slower router feed rates.
- Lower coefficient of thermal expansion (CTE), which helps via reliability.
- Higher affinity for absorbing atmospheric moisture.
| Flame Retardant System | Primary Element | Flammability Rating |
|---|---|---|
| Standard FR-4 | Bromine (TBBPA) | UL 94V-0 |
| Halogen-Free System 1 | Phosphorus | UL 94V-0 |
| Halogen-Free System 2 | Phosphorus + Nitrogen | UL 94V-0 |
Choose phosphorus-based laminates to maintain strict UL 94V-0 fire safety ratings while fully eliminating toxic brominated emissions.
Bottom line: Your board will still survive a fire per UL 94V-0 standards, but the stiffer phosphorus resin means you must design slightly larger annular rings to prevent micro-cracking during fabrication.
Which Halogen-Free Laminate Brands Should You Specify for FR-4 Builds?
The most reliable halogen-free laminate brands for FR-4 replacements include Panasonic (R-1566), Shengyi (S1165M), Isola (TerraGreen 400G2), and Ventec (VT-447). These specific grades consistently pass the 900 ppm threshold while providing a Tg of 150°C to 170°C for modern lead-free assembly processes.
Top-Tier Laminate Options
You cannot simply write “halogen-free material” on your BOM and expect a consistent result. You must specify exact part numbers that align with your FR-4 Tg grade selection by lead-free reflow profile.
Per IPC-4101 specification sheets, qualified halogen-free laminates are listed alongside traditional FR-4 grades, with explicit low-halogen specification sheets that material suppliers reference on their datasheets.
High-Speed and Hybrid Stackups
Advanced telecommunications and server boards often require mixing halogen-free digital layers with high-frequency microwave layers. This creates significant coefficient of thermal expansion (CTE) matching challenges.
Bottom line up front: Hybrid stackups with Rogers or Megtron microwave materials must carefully coordinate lamination temperatures to prevent delamination.
Leading high-speed halogen-free options:
- Panasonic Megtron 6 HF and Megtron 8 HF.
- EMC EM-370(D) and EM-892K2 HF versions.
- ITEQ IT-170GRA1TC.
| Laminate Brand | Part Number | Typical Tg (°C) |
|---|---|---|
| Panasonic | R-1566 | 170 |
| Shengyi | S1165M | 170 |
| Isola | TerraGreen 400G2 | 200 |
Specify Shengyi S1165M for cost-effective consumer electronics, and upgrade to Isola TerraGreen for high-thermal automotive applications.
Bottom line: Always list two or three approved halogen-free laminate part numbers on your fabrication notes to prevent supply chain bottlenecks while maintaining strict 900 ppm compliance.
How Does Drilling Change When You Switch From Standard FR-4 to Halogen-Free?
Switching to a halogen-free material reduces carbide drill bit life by roughly 20% to 25% due to the harder, more brittle phosphorus resin structure. To prevent panel damage, factories must slow down the drilling feed rate and enforce a minimum annular ring of at least 0.15 mm.
The Drill Bit Life Penalty
“Halogen-free PCBs are more sensitive to moisture than standard FR-4 and are a bit more brittle. That might be an issue when de-panelizing boards or when putting a lot of mechanical stress on a PCB.” This common forum complaint highlights the hidden mechanical cost of these materials.
Last quarter we ran a side-by-side qualification on Panasonic R-1566 halogen-free against our regular Shengyi S1141 FR-4 across a batch of 4-layer 1.6 mm boards. Our drilling line normally pushes carbide bits at 150,000 RPM with a 1.0 m/min feed rate on standard FR-4. On the halogen-free panel, the same parameters gave us drill bit life at roughly 2,400 holes per bit, versus the 3,200 holes per bit we usually clock on the brominated FR-4 — a 25% drop matching what’s reported across the industry.
Adjusting Design Rules for Brittle Boards
We slowed the feed rate to 0.8 m/min and dropped the chip-load, which recovered about 8% of the drill life. We also tightened the minimum annular ring spec from our standard 0.13 mm to 0.15 mm on this material to prevent stress fractures around the via barrels.
Here is the truth: The phosphorus-cured resin is measurably stiffer and propagates micro-cracks more aggressively if you push the geometry.
Required DFM adjustments for halogen-free:
- Maintain a minimum line width/spacing of 0.1/0.1 mm.
- Avoid acute angle copper traces to stop stress concentration.
- Reduce the feed rate on V-cut machines to prevent edge chipping.
| Manufacturing Parameter | Standard FR-4 (TBBPA) | Halogen-Free Laminate |
|---|---|---|
| Drill Bit Life (Holes) | ~3,200 | ~2,400 (-25%) |
| Drill Feed Rate | 1.0 m/min | 0.8 m/min |
| Minimum Annular Ring | 0.13 mm | 0.15 mm |
If you are prototyping a high-density interconnect board, bump your annular ring sizes up to 0.15 mm to accommodate the brittle nature of halogen-free resins.
Bottom line: Halogen-free is not a free swap; your fabricator’s parameter database needs to be re-tuned per laminate brand, and you must design larger annular rings to survive the harsher drilling process.
Why Do Halogen-Free Boards Popcorn During Reflow and How Do You Prevent It?
Halogen-free boards popcorn during reflow because they absorb 0.15%–0.35% moisture at saturation, which is significantly higher than the 0.1%–0.2% absorption rate of standard FR-4. To prevent this explosive delamination, you must pre-bake the boards at 120°C for 4 to 8 hours immediately before surface mount assembly.
The Physics of Moisture and Popcorning
“A batch of halogen-free PCBs exhibits popcorning after reflow. Why? We stored them per normal FR-4 protocol.” This is a painful issue we see raised constantly by frustrated hardware teams. The phosphorus resin matrix naturally holds more water molecules from the ambient factory air.
During a lead-free reflow profile, temperatures rapidly exceed 245°C. Any trapped moisture instantly turns into high-pressure steam, physically ripping the board layers apart.
Strict Pre-Bake Protocols
You cannot treat these laminates like legacy materials. Proper moisture sensitivity level (MSL) handling to prevent popcorning is the only defense mechanism against catastrophic yield loss.
Make no mistake: Skipping the pre-bake cycle on a halogen-free build guarantees a high failure rate in the oven.
Follow these exact handling rules:
- Pre-bake bare boards at 120°C for 4–8 hours before SMT.
- Classify boards under JEDEC J-STD-020E as Level 1 or Level 2 after baking.
- Use a humidity indicator card in storage; re-bake if RH exceeds 10%.
- Shorten the time spent above 260°C peak temperature during reflow.
| Parameter | Standard FR-4 | Halogen-Free PCB |
|---|---|---|
| Moisture Absorption Rate | 0.1% – 0.2% | 0.15% – 0.35% |
| Required Pre-Bake | 120°C for 2 hours | 120°C for 4–8 hours |
| Popcorning Risk | Low to Moderate | Extremely High (if not baked) |
Enforce a strict 4-8 hour baking cycle for all halogen-free bare boards to completely evaporate trapped moisture before hitting the reflow oven.
Bottom line: Treat every halogen-free PCB as highly moisture-sensitive and mandate a 120°C pre-bake cycle in your assembly contract to completely eliminate popcorning defects.

How Much More Does a Halogen-Free PCB Cost Than Standard FR-4?
A halogen-free PCB costs 10% to 30% more than a standard FR-4 board of the same layer count and dimensions. This price increase covers the higher base cost of the specialized phosphorus resin, slower drilling speeds, mandatory pre-baking energy, and a slight initial drop in first-pass manufacturing yield.
The Raw Material Premium
The base laminate costs more simply because phosphorus and nitrogen-based resins lack the massive economies of scale that brominated TBBPA resins enjoy. Chemical suppliers charge a premium for synthesizing these safer alternatives.
For prototype runs (5–10 boards), the material premium adds negligible absolute cost. However, for mid-volume production (100–500 boards) or high-volume runs, that 10%–30% markup hits your profit margins heavily.
Hidden Processing Costs
Beyond the laminate itself, the factory incurs higher operating expenses to process your boards. These processing inefficiencies are inevitably passed on to the buyer.
Here is the reality: The physical brittleness of the material directly inflates the final invoice.
The cost breakdown includes:
- Base laminate upcharge: 10% to 30%.
- Tooling cost: 20% to 25% faster drill bit consumption.
- Energy cost: 4 to 8 hours of dedicated oven time for pre-baking.
| Cost Factor | Standard FR-4 Build | Halogen-Free Build |
|---|---|---|
| Material Premium | Base Price | + 10% to 30% |
| Drilling Cost | Normal | + 5% to 8% |
| First-Pass Yield Drop | Baseline | – 1% to 2% initially |
Choose standard FR-4 to save 10% to 30% if your customer does not explicitly demand halogen-free, but budget for the premium if you target strict EU markets.
Bottom line: Expect to pay at least a 15% overall premium on your invoice, and only absorb this cost if your end-market regulations strictly prohibit halogenated flame retardants.
Does RoHS Legally Require You to Use Halogen-Free Materials?
No, RoHS does not legally require halogen-free materials. The RoHS directive specifically restricts PBB and PBDE brominated compounds, but it explicitly permits the use of TBBPA, which is the standard flame retardant used in 95% of normal FR-4 PCBs.
Clearing Up the RoHS Confusion
“Does RoHS actually require halogen-free? My supplier says their TBBPA-containing FR-4 is RoHS compliant, is that real?” This confusion plagues hardware teams on Reddit and Electronics Stack Exchange constantly.
The supplier is telling the truth. TBBPA is entirely legal, safe, and fully RoHS-compliant. “RoHS-compliant” and “halogen-free” are two completely separate and independent compliance systems.
What Actually Drives the Transition?
If the law does not force the change, market pressure does. The push for halogen-free comes from corporate environmental policies, not government RoHS auditors.
Bottom line up front: If your customer’s specification sheet does not explicitly write the words “halogen-free”, a standard RoHS FR-4 board is perfectly acceptable.
The real drivers behind the transition include:
- OEM customer specifications (Apple, HP, Dell ESG projects).
- Eco-label certifications like TCO Certified and EPEAT Gold.
- Internal corporate green initiatives and carbon reporting.
| Compliance Framework | Restricts TBBPA (Standard FR-4)? | Requires Halogen-Free? |
|---|---|---|
| RoHS Directive | No (TBBPA is permitted) | No |
| REACH Regulation | No | No |
| TCO Certified Label | Yes | Yes |
Use standard RoHS-compliant FR-4 to save costs unless your buyer explicitly attaches an eco-label certification requirement to the purchase order.
Bottom line: Stop paying a 20% premium for halogen-free boards if your only goal is RoHS compliance, because standard TBBPA-based FR-4 is perfectly legal under RoHS rules.
Which Industries Truly Require Halogen-Free PCB Compliance Today?
Consumer electronics brands pursuing TCO Certified labels, European automotive Tier 1 suppliers, and Class III medical device manufacturers truly require halogen-free PCB compliance today. These industries enforce the strict 900 ppm limit to meet corporate ESG goals and eliminate dioxin emissions during end-of-life recycling.
Consumer Eco-Labels and TCO Certification
In Q1 2025, a German consumer electronics customer came to us building a TCO Certified-labeled wireless audio product targeted at the EU professional market. Their original supplier had been quoting standard FR-4 with TBBPA flame retardant and labeling it “RoHS-compliant,” which was technically correct but failed the TCO label requirement that explicitly bans halogenated flame retardants in the PCB substrate.
We requalified their 6-layer stackup on Shengyi S1165M halogen-free FR-4 with high-Tg 170°C, locking the Dk at 4.4 across the 1–10 GHz band so the antenna routing didn’t need re-simulation. The material upcharge was $0.42 per board (about 18% over the original BOM line) and we added a mandatory 120°C × 6-hour pre-bake before SMT to control popcorning risk during the lead-free reflow at 245°C peak.
Securing Market Access
The customer hit their TCO certification on the first audit pass, shipped 32,000 units into the EU market, and avoided losing access to a retail channel that requires the TCO label.
Take note: Confusing these compliance buckets costs you critical market access, not just a slight material premium.
Key sectors strictly demanding this compliance:
- Apple specifications and top-tier consumer wearables.
- Advanced Driver Assistance Systems (ADAS) in EU vehicles.
- High-end industrial power supplies and telecom infrastructure.
| Industry Sector | Halogen-Free Requirement | Primary Driver |
|---|---|---|
| EU Consumer Electronics | Mandatory for labels | TCO Certified, EPEAT |
| European Automotive | Strictly Enforced | Tier 1 OEM Directives |
| General Industrial | Optional | Cost savings preferred |
Choose halogen-free laminate immediately if you are entering the European automotive supply chain or applying for a consumer electronics eco-label.
Bottom line: If your end customer is an EU automotive Tier 1 or a TCO-certified consumer brand, specify halogen-free; otherwise standard RoHS-compliant FR-4 saves you 10%–30%.
How Do You Verify a Supplier’s Halogen-Free Claim Before You Ship?
You verify a supplier’s claim by demanding a Certificate of Conformance (CoC), a lot-level ion chromatography test report, and a full material declaration sheet showing less than 900 ppm Cl and Br. Trusting a verbal promise without these three specific documents exposes your entire production run to compliance audit failures.
The Essential Documentation Check
When verifying PCB fabrication certifications, you must look beyond the standard ISO 9001 badge. You need traceability down to the raw prepreg lot.
Factories using counterfeit or mixed materials will hesitate to provide independent chemical analysis data. You must force the issue before taking delivery.
Securing the Ion Chromatography Report
A generic CoC is easy to print, but an ion chromatography report provides the exact parts-per-million elemental breakdown of your specific board batch.
The absolute truth: If the test report shows chlorine or bromine levels creeping up near 850 ppm, the factory likely suffered cross-contamination on their press plates.
Demand these three pieces of evidence:
- A Certificate of Conformance citing IEC 61249-2-21.
- An ion chromatography report proving Cl < 900 ppm.
- A material declaration matching an approved IPC-4101 spec sheet.
| Verification Document | What It Proves | When to Request It |
|---|---|---|
| Certificate of Conformance | General compliance to IEC 61249-2-21 | Every shipment |
| Ion Chromatography Report | Exact ppm values of Cl and Br | First article / Audits |
| Material Declaration | Full list of resin chemicals used | Design qualification |
Demand an ion chromatography test report on your first article inspection to prove the factory is not mixing standard FR-4 prepreg into your halogen-free stackup.
Bottom line: Never accept a batch of halogen-free boards without a hardcopy ion chromatography report proving the chlorine and bromine content sits safely below the 900 ppm threshold.

Conclusion
Managing the 9-9-15 ppm limits, pre-baking protocols, and material premiums requires precision. You now know that RoHS does not force this switch, but OEMs and European eco-labels absolutely do. QueenEMS provides free DFM/DFA engineering reviews on every order and guarantees a 99.7% first-pass yield rate, even on complex moisture-sensitive materials. We back this up with 3D AOI and X-Ray inspection on every BGA joint. If you need to hit strict OEM compliance without destroying your drill bit budget, contact our halogen-free PCB engineering team today.
Written by the QueenEMS Engineering Team
FAQ
Can I use standard RoHS-compliant FR-4 if my customer hasn’t specifically asked for halogen-free? Yes. RoHS does not require halogen-free; TBBPA-based FR-4 is fully RoHS-compliant. You only need halogen-free if your end customer specifies it (e.g., TCO Certified, EPEAT, EU automotive Tier 1), saving you 10%–30% on material cost. Send us your spec sheet and we will verify the requirement against the actual end-market compliance docs.
What’s the best halogen-free FR-4 brand for high-Tg automotive applications? Panasonic R-1566 series is the most widely qualified. It offers a DMA Tg of 170°C and a strong resin system capable of handling automotive thermal cycling. Isola TerraGreen 400G2 and Shengyi S1165M are strong alternatives for mid-volume programs. Contact our materials engineering team for a free DFM review against your stackup.
How do I know if my halogen-free PCB needs pre-baking before SMT? Yes, it almost always does. Halogen-free laminates absorb 0.15%–0.35% moisture vs 0.1%–0.2% for standard FR-4, so a 120°C × 4–8 hour pre-bake is required before lead-free reflow at 245–260°C peak. Skip this and you risk popcorning. Our SMT lines run mandatory pre-bake on every halogen-free job — request a quote for full turnkey assembly.
What documentation should I request from my PCB supplier to verify halogen-free compliance? Request three specific documents immediately. You need (1) a Certificate of Conformance citing IEC 61249-2-21 or IPC-4101 spec sheets, (2) a lot-level halogen test report measured by ion chromatography, and (3) a full material declaration. We supply all three on every halogen-free order at no extra cost to guarantee a smooth audit.
How much does a halogen-free PCB cost compared to standard FR-4? It costs 10% to 30% more. Halogen-free laminates carry a higher base material price, and you must add roughly 5%–8% for slower drilling and longer pre-bake processing on the fabrication line. Upload your Gerber files for a free quote against both halogen-free and standard FR-4 options to see the exact price difference for your design.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.