

Quick Answer: A thorough pcb assembly factory audit evaluates 8 specific manufacturing domains, ranging from SMT line equipment capabilities to component sourcing traceability. Executing a structured on-site or remote assessment prevents up to 20% of post-production quality failures and eliminates hidden supply chain risks before you sign a binding contract. Key takeaways:
- Score suppliers across 8 metrics, requiring a minimum 85% total score for mass production approval.
- Verify the presence of an in-line SPI (Solder Paste Inspection) machine; missing this equipment increases solder defect rates by 15%.
- Demand proof of IPC-A-610 Class 2 or Class 3 trained operators on the floor rather than just checking for an ISO 9001 certificate.
- Reject factories that present 100% “perfect” quality logs, as authentic production environments always document deviations and Corrective Action plans.
Table of Contents
- Why audit a PCB assembly factory before placing your first order?
- What to audit: the 8 critical areas of a PCBA factory?
- Which certifications actually matter on the production floor?
- What equipment and processes should you check on the SMT line?
- How do you verify safe component sourcing during an audit?
- What red flags should stop you from signing a manufacturing contract?
- When does a remote audit make more sense than an on-site visit?
- How do you score your audit findings and make a final decision?
- FAQ
Many hardware teams skip the facility evaluation, relying entirely on a slick website and an aggressively cheap quote. This blind trust frequently results in a 30% defect rate on the first production run and weeks of delayed shipments. By utilizing a structured pcb assembly factory audit framework, you can objectively verify machine capabilities, assess component authenticity, and secure a reliable manufacturing partner. Based on QueenEMS manufacturing data, thoroughly assessed suppliers deliver up to a 20% improvement on overall cost and quality metrics.
Why audit a PCB assembly factory before placing your first order?
Auditing a PCB assembly factory before your first order reduces defect rates by up to 20% and prevents timeline delays of 3 to 4 weeks caused by poor process control. An audit verifies that the manufacturer’s actual floor operations match their sales promises, protecting your capital investment from unseen supply chain risks.
Many buyers believe asking for an audit signals a lack of trust. The reality is different: a professional facility welcomes the scrutiny because it establishes a transparent baseline for a long-term partnership. When you skip this step, you expose your project to severe, hidden costs.
- Quality Escapes: Defective boards that pass through sloppy inspection and fail in the field cost 10x more to replace than to fix in the factory.
- Delivery Delays: Facilities lacking proper material management frequently lose parts, pushing a standard 14-day lead time into a 45-day nightmare.
- IP Theft: Unverified facilities may lack secure network protocols or physical access controls, risking your proprietary design files.
Consider this dynamic: if you only communicate via email, you have zero visibility into their actual daily operations.
Bottom line: Conduct a formal factory audit to prevent a 20% defect rate and establish a transparent, data-driven manufacturing partnership.
What to audit: the 8 critical areas of a PCBA factory?

The 8 critical areas of a PCBA factory audit include quality systems, SMT equipment, component sourcing, soldering control, inspection, ESD environment, traceability, and engineering support. Evaluating these 8 pillars guarantees the facility possesses the technical framework required to sustain a 99.7% first-pass yield rate across your production volume.
You cannot just walk the floor and look at shiny machines. You need a structured rubric. For a deeper understanding of the testing phase, review our PCBA testing complete guide. Your evaluation should touch every phase of the product lifecycle, starting from the moment bare materials enter the warehouse to the final first article inspection before shipping.
| Audit Area | Key Checkpoints | Acceptable Standard | Score (1-5) |
|---|---|---|---|
| Certifications | ISO 9001, IPC standards, industry specs | Valid, unexpired original certificates | 1-5 |
| SMT Equipment | Mounter precision, reflow zones, SPI | Modern machines (Fuji, Yamaha), 8+ zone reflow | 1-5 |
| Component Sourcing | AVL, MSD storage, incoming inspection | Authorized distributors, strict dry cabinet use | 1-5 |
| Soldering Control | Wave solder specs, hand soldering rules | Routine profile checks, calibrated irons | 1-5 |
| Inspection & Test | AOI, X-ray, ICT capabilities | 3D AOI standard, X-ray for all BGA components | 1-5 |
| ESD Controls | Grounding, wrist straps, humidity logs | Full compliance, daily wrist strap testing logs | 1-5 |
| Traceability | Date codes, MES tracking, CAPA | Component-level tracking linked to board serials | 1-5 |
| Engineering | DFM review, communication speed | Dedicated engineering support, 24h response | 1-5 |
If you are building a low-risk consumer gadget, an overall score of 70% across these areas is acceptable for a trial run. If you are manufacturing a high-reliability medical device, you must demand a score of 90% or higher before sharing your BOM.
Here is the exact truth: shiny floors mean nothing if the underlying traceability software is broken.
Bottom line: Grade your supplier across these 8 distinct areas to objectively measure their technical capability instead of relying on a subjective gut feeling.
Which certifications actually matter on the production floor?
ISO 9001 certification acts as a basic operational baseline, but IPC-A-610 certification proves the factory actually trains its operators to achieve a 15-30% higher solder joint reliability. You must also evaluate industry-specific standards, such as IATF 16949 for automotive or ISO 13485 for medical applications, depending on your hardware’s end-use.
Engineers on industry forums frequently point out a harsh truth: “An ISO certificate is only as good as the factory’s worst customer.” A quality manual resting on a manager’s desk only represents an intent to do well. The actual execution happens on the floor.
- Are Standard Operating Procedures (SOPs) physically posted at the workstations?
- Are non-conforming materials properly segregated in a locked red bin?
- Are the floor operators trained on IPC standards for PCB assembly, or are they just guessing what a good joint looks like?
| Industry | Required Certifications | Nice-to-Have |
|---|---|---|
| General Consumer | ISO 9001, IPC-A-610 Class 2 | ISO 14001 (Environmental) |
| Automotive | IATF 16949, ISO 9001 | ISO 26262 (Functional Safety) |
| Medical Devices | ISO 13485, IPC-A-610 Class 3 | FDA Facility Registration |
| Aerospace & Defense | AS9100, ITAR Registration | NADCAP |
If you build general commercial electronics, demand proof of IPC-A-610 Class 2 training. If you build life-saving medical devices, you must verify active ISO 13485 certification and Class 3 inspection protocols.
Watch out for this trap: some factories display logos on their website but cannot produce the original audit report when you arrive on site.
Bottom line: Look past the ISO 9001 plaque in the lobby and demand proof of IPC-A-610 trained operators executing SOPs on the actual assembly floor.
What equipment and processes should you check on the SMT line?
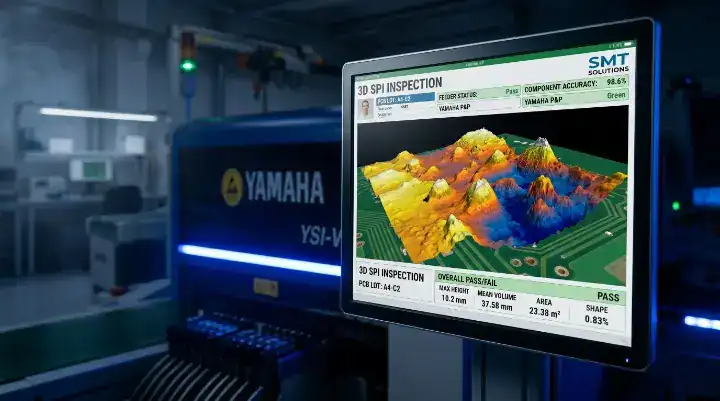
A modern SMT line requires at least an 8-zone reflow oven, an in-line SPI machine, and a 3D AOI system to maintain a defect rate below 0.5%. Missing critical inspection equipment like SPI or XRF indicates the factory relies on manual visual rework rather than proactive process control.
When touring the facility, focus strictly on the surface mount technology equipment. Veteran engineers know that SPI (Solder Paste Inspection) is the defining marker of a good factory. Without SPI, the factory cannot measure solder volume on the pads, meaning they rely entirely on AOI after the board is already baked. By then, the defect is permanently soldered.
- Pick-and-Place: Check the brand (Yamaha, Panasonic, Fuji) and verify they can handle tiny 01005 packages.
- Reflow Oven: Count the zones. You want at least 8 to 10 heating zones to create a smooth, controlled thermal profile.
- SPI (Solder Paste Inspection): Mandatory for controlling the volume of paste deposited by the stencil.
- X-Ray (XRF): Mandatory for inspecting hidden solder joints under BGA and QFN packages.
Last year, a startup approached us with a 15% BGA voiding failure rate from a cheaper supplier. That supplier lacked X-ray capabilities and simply guessed the reflow profile. At QueenEMS, we ran their boards through our 10-zone reflow oven, verified the paste with 3D SPI, and inspected every BGA with our X-ray system, dropping their voiding rate to under 3% instantly.
Do not ignore the dust: equipment covered in dust or machines sitting idle during a Tuesday morning shift indicate severe maintenance or workflow issues.
Bottom line: Never sign a contract with a factory that lacks an in-line SPI machine or an X-ray inspection system for high-density BGA packages.
How do you verify safe component sourcing during an audit?
Component sourcing from authorized distributors like DigiKey or Mouser eliminates the 5-10% risk of counterfeit parts entering your supply chain. Relying on undocumented local brokers without a strict incoming inspection process severely compromises your final product quality and field reliability.
Procurement managers constantly ask how to verify genuine parts. If you choose a turnkey vs consignment PCB assembly model, the factory controls the purchasing. You must ask the factory for their Approved Vendor List (AVL). A trustworthy supplier will proudly show you their direct accounts with Arrow, Avnet, and original manufacturers.
If they rely heavily on unknown “local brokers” and cannot produce traceability paperwork, that is a massive red flag. You must also inspect their incoming quality control (IQC) station.
- Do they perform visual inspections on incoming reels?
- Do they use LCR meters to spot-check passive component values?
- Do they use X-ray machines to inspect silicon die frames on high-value ICs purchased from the open market?
- Are Moisture Sensitive Devices (MSDs) stored in digitally monitored dry cabinets?
| Sourcing Channel | Risk Level | How to Verify |
|---|---|---|
| Franchised Distributors (DigiKey, Mouser) | Very Low | Request purchase orders and packing slips |
| Manufacturer Direct | Very Low | Verify direct vendor agreements |
| Verified Independent Distributors | Medium | Check ERAI membership and testing reports |
| Unknown Local Brokers | Critical | Demand extreme IQC testing (De-capsulation, X-ray) |
If your factory buys directly from franchised distributors, proceed confidently with your turnkey order. If they source heavily from undocumented local brokers to cut costs, switch to a consignment model to protect your hardware.
Keep this in mind: a factory with a world-class SMT line will still produce failing boards if they feed counterfeit chips into the machines.
Bottom line: Demand a transparent Approved Vendor List (AVL) to verify your factory buys components directly from authorized distributors.
What red flags should stop you from signing a manufacturing contract?
Discovering an expired ISO certificate, workers missing ESD wrist straps, or quotes priced 20% below market average are severe red flags that require immediate contract cancellation. These indicators point to systemic quality failures that will eventually cost you thousands of dollars in defective inventory.
Auditors often look for the obvious mistakes, but the most dangerous red flags are subtle. For example, forum veterans point out that quality records that look “too perfect” are highly suspicious. Real manufacturing yields defects, deviations, and human error.
If a factory hands you a CAPA (Corrective and Preventive Action) log where every single issue is marked “N/A” or resolved without any root-cause analysis, they prepared fake documents for your visit.
- The ESD Failure: Operators walking on the SMT floor without heel straps or plugged-in wrist straps destroy sensitive ICs instantly.
- The Traceability Gap: If they cannot pick a finished board from the shipping box and trace it back to the exact reel of capacitors used, they fail.
- The Ghost Engineering Team: If your technical DFM questions are passed around for days without a clear answer from a resident engineer, the factory lacks technical depth.
| Red Flag | Severity | Recommended Action |
|---|---|---|
| Expired / Fake Certifications | Critical | Terminate audit and walk away |
| Falsified or “Perfect” CAPA Logs | Critical | Terminate audit and walk away |
| No ESD Wrist Straps on Operators | Major | Demand immediate corrective action plan |
| Quote is 20%+ below market average | Major | Investigate BOM for counterfeit part usage |
| Messy, disorganized warehouse | Minor | Note for improvement during trial run |
If you spot a minor red flag like a disorganized component shelf, request a documented corrective action plan. If you encounter a critical red flag like falsified CAPA logs or lack of traceability, terminate the audit and find a new supplier.
This is the hard truth: factories rarely change their core culture; a sloppy floor during an audit means an even sloppier floor when you are not watching.
Bottom line: Treat 100% perfect quality records as a major red flag; authentic factories document real deviations and execute verifiable corrective action plans.
When does a remote audit make more sense than an on-site visit?
An on-site visit is mandatory for high-reliability Class 3 products or initial orders exceeding $50,000, while a remote audit via live video walkthrough suffices for a $5,000 prototype run. Utilizing the right audit format saves you $2,000 to $4,000 in travel expenses while still validating the manufacturer’s capability.
Since global travel restrictions shifted industry norms, remote auditing has become highly effective for smaller runs. However, a remote audit must be more than a pre-recorded marketing video. You must dictate the terms.
Demand a live video walkthrough of the SMT line during active production. Ask the quality manager to point the camera at the SPI monitor to show real-time paste data. Request a screen-share of their MES (Manufacturing Execution System) to prove their traceability software actually works.
For high-volume production, third-party audits (like an IPC QML assessment or Intertek report) provide an excellent baseline. However, these reports only verify that a quality system exists; they do not verify if the factory is the right strategic fit for your specific PCB architecture.
Consider this approach: use a remote video audit to filter your list down to two final candidates, then fly out to visit both before signing the master service agreement.
Bottom line: Use remote live-video audits to qualify low-volume prototype partners, but always execute an on-site visit before awarding a mass production contract.
How do you score your audit findings and make a final decision?
A factory scoring 85% or higher across all 8 audit dimensions is approved for immediate mass production, while a score between 70% and 84% requires a conditional trial run. Any score below 70%, or a failing grade in critical areas like ESD or traceability, results in an automatic no-go decision.
You must quantify your observations to remove emotion from the sourcing process. Use a weighted 1-5 scoring system for each checkpoint in your rubric.
- Score 1-2: Missing process or severe violations.
- Score 3: Basic compliance, but requires improvement.
- Score 4: Meets all industry standards consistently.
- Score 5: World-class execution with automated data tracking.
If a factory scores a 75% but shows strong engineering support, issue a formal CAPA request asking them to fix the specific deficiencies within 30 days. Run a small prototype batch to verify their improvements. If a factory fails the component sourcing or ESD control sections, drop them immediately, regardless of how cheap their quote is.
Make no mistake: ignoring a failing audit score to save 5 cents per board will cost you your entire profit margin in warranty returns.
Bottom line: Require a minimum audit score of 85% and flawless component traceability before transferring your high-volume hardware production to a new assembly partner.
Conclusion
A factory audit is not merely a procurement formality; it is the final line of defense protecting your product’s reliability and your company’s capital. By rigorously evaluating their SMT equipment, demanding transparency in component sourcing, and looking for authentic quality control records, you eliminate the catastrophic risks associated with blind manufacturing.
At QueenEMS, our facilities operate with complete transparency. We hold active ISO 9001, IATF 16949, and ISO 13485 certifications, and we welcome clients to audit our floor at any time. Our engineers provide a free DFM review on every order, and our automated 3D AOI and X-ray systems maintain a strict 99.7% first-pass yield rate across all projects.
Do not leave your product quality to chance. Schedule a remote video tour of our SMT lines today, or upload your files for a transparent quick turn PCB assembly trial order to experience our quality systems firsthand.
Written by the QueenEMS Engineering Team
FAQ
How long does a PCBA factory audit take? An on-site audit takes 1 to 2 full days, while a remote audit takes roughly half a day. On-site visits allow you to interview floor operators and inspect physical inventory, whereas remote audits focus heavily on live video walkthroughs and digital documentation review. Always prepare your checklist in advance to maximize the time.
Can I audit a Chinese PCB assembly factory remotely? Yes, you can effectively audit an overseas factory remotely using live video conferencing and screen-sharing tools. You must ask the factory floor manager to walk the line with a mobile camera, showing you the real-time data on the SPI screens, the ESD logs, and the MSD dry cabinets.
What certifications should a PCB assembly factory have at minimum? At an absolute minimum, a factory must have an active ISO 9001 certification and employ operators trained to IPC-A-610 standards. If your product goes into a car, they must have IATF 16949; if it is a medical device, they must hold ISO 13485. Without these, the factory lacks basic process control.
Should I audit the factory before or after getting a quote? You should audit the factory after shortlisting 2 to 3 suppliers based on their initial quotes. Auditing every single supplier is a waste of time. Use the RFQ process to filter out factories that are too expensive or unresponsive, then audit the finalists before placing your first prototype order.
How often should I re-audit an existing supplier? You should re-audit critical suppliers annually, or immediately following a major quality escape. Manufacturing environments change; new operators are hired, and machine calibration drifts. An annual check verifies that the factory is maintaining the standards you originally agreed upon.
What if the factory refuses an audit or restricts access to certain areas? Walk away immediately; this is a massive red flag. A reputable factory that builds high-quality hardware will gladly show off their SMT lines and quality control processes. Refusing access usually means they are hiding severe safety violations, outdated equipment, or unauthorized subcontracting.
Is a third-party audit report enough to qualify a supplier? No, a third-party audit report is a good starting point, but it does not replace your own evaluation. Organizations like Intertek verify that the factory follows its own general quality manual, but they do not assess if the factory’s specific equipment and engineering team are the right fit for your unique hardware design.
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.