
Quick Answer: An AMB ceramic PCB uses an active titanium-based braze alloy (Ag-Cu-Ti) fired at 800–900°C in a vacuum to chemically bond copper to ceramic, achieving a peel strength of ≥ 50 N/mm. You should upgrade to AMB over DBC when your application requires a Si₃N₄ substrate, demands more than 1,500 thermal cycles (-40°C to +150°C), or operates continuously at junction temperatures exceeding 150°C.
Key takeaways:
- AMB forms a metallurgical bond, while DBC relies on a Cu-O eutectic reaction.
- AMB extends thermal cycling life to 3,000–5,000 cycles, which is 5 to 10 times longer than standard DBC.
- AMB successfully bonds non-oxide ceramics like Si₃N₄, whereas DBC physically cannot wet these surfaces.
- AMB substrates cost $22–$40 per unit at mid-volume, compared to $8–$15 for standard DBC.
Table of Contents
- What Is AMB Ceramic PCB — and How Is It Different from Standard Ceramic Bonding?
- How Does Active Metal Brazing Work Step by Step?
- What Ceramic Materials Can AMB Bond — and Why Does Si₃N₄ Matter?
- How Does AMB Copper Bonding Strength Compare to DBC?
- How Do Thermal Cycling Life Cycles Compare Between AMB and DBC?
- When Should You Choose AMB Over DBC — The 4-Signal Checklist?
- What Does AMB Ceramic PCB Cost vs DBC — and When Is the Premium Worth It?
- What Industries Are Driving AMB Ceramic PCB Adoption?
- What Are the Most Frequently Asked Questions About AMB?
Does your power module suffer from copper delamination after just a few hundred thermal cycles? Standard alumina substrates frequently fail under high junction temperatures, putting your entire system architecture at risk. By upgrading to an AMB substrate, you push your thermal reliability past 3,000 cycles and eliminate early field failures. At QueenEMS, our production data shows a 99.7% first-pass yield rate when scaling high-reliability modules from prototype to mass manufacturing.
What Is AMB Ceramic PCB — and How Is It Different from Standard Ceramic Bonding?
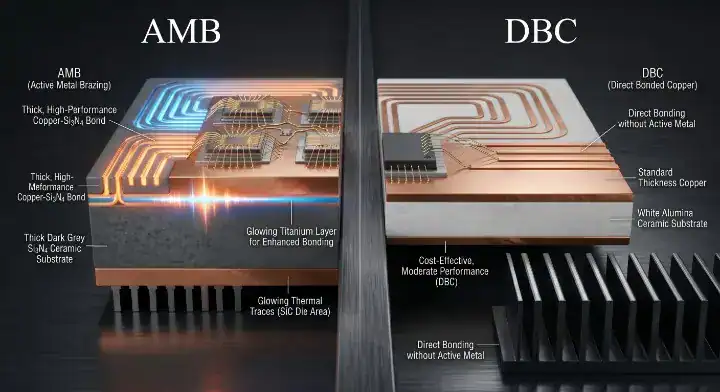
An AMB ceramic PCB (Active Metal Brazing) is a high-reliability power substrate where copper is bonded to ceramic using a titanium-active alloy at 800–900°C, delivering a peel strength of ≥ 50 N/mm. The core difference is that AMB uses a chemical reduction process to form a true metallurgical bond, whereas standard DBC (Direct Bonded Copper) relies on a Cu-O eutectic melt at 1065°C that only works on oxide-based ceramics.
Why does this matter? DBC requires oxygen to complete its bond, meaning it is useless for advanced non-oxide materials. AMB solves this limitation because active metals like Titanium, Zirconium, or Hafnium aggressively react with any ceramic surface. To support complex designs, our ceramic PCB manufacturing capabilities scale from simple routing to multi-stage brazing.
- AMB bonding temperature operates at 800–900°C in a strict vacuum environment.
- DBC bonding temperature requires 1065°C in a precise nitrogen-oxygen atmosphere.
- AMB provides a superior interface strength of ≥ 50 N/mm.
| Feature | AMB (Active Metal Brazing) | DBC (Direct Bonded Copper) |
|---|---|---|
| Bonding Mechanism | Metallurgical (Chemical reaction) | Eutectic (Cu-O liquid phase) |
| Bonding Temperature | 800–900°C | 1065°C |
| Compatible Ceramics | Si₃N₄, AlN, Al₂O₃, BeO | Al₂O₃, AlN (Requires oxidation) |
| Max Copper Thickness | 0.8 mm | 0.8 mm |
| Peel Strength | ≥ 50 N/mm | 30–35 N/mm |
Choose AMB if you need to bond non-oxide ceramics like Si₃N₄ or require maximum mechanical peel strength above 50 N/mm. Choose DBC if you are using Al₂O₃ and want a highly cost-effective solution for standard industrial power modules.
Bottom line: AMB is a metallurgical upgrade over DBC that unlocks the mandatory ability to use high-strength, non-oxide ceramics for extreme thermal environments.
How Does Active Metal Brazing Work Step by Step?
To manufacture an AMB ceramic PCB, the factory applies an Ag-Cu-Ti or Cu-P-Ti braze paste between the copper foil and the ceramic, then fires the assembly in a vacuum furnace at 800–900°C for 30 to 60 minutes. During this thermal cycle, the titanium chemically reduces the ceramic surface, creating a TiN or Ti₅Si₃ transition layer that permanently locks heavy copper (up to 0.8 mm thick) to the base substrate.
Consider this production reality: To prevent warpage, factories must manage dual-sided bonding with extreme precision. When bonding copper to both sides simultaneously, controlling the titanium diffusion rate symmetrically in the vacuum furnace is mandatory for stress relief.
- Step 1: Paste Printing applies the active metal alloy directly to the ceramic.
- Step 2: Stack Assembly places copper foils symmetrically on both sides.
- Step 3: Vacuum Brazing fires the stack at 800–900°C to trigger the chemical reaction.
- Step 4: Etching patterns the circuit layout for the final power module.
| Process Type | Best Copper Thickness | Peel Strength | Primary Application |
|---|---|---|---|
| AMB | 0.3 mm – 0.8 mm | ≥ 50 N/mm | EV Inverters, High-temp SiC |
| DBC | 0.3 mm – 0.8 mm | 30–35 N/mm | Standard IGBTs, Solar |
| DPC | 0.05 mm – 0.15 mm | < 20 N/mm | High-density LED, Sensors |
Bottom line: The AMB vacuum firing process is more complex than DBC, but it is the only physical way to forge a chemical bond capable of securing thick copper to any ceramic substrate.
What Ceramic Materials Can AMB Bond — and Why Does Si₃N₄ Matter?
An AMB ceramic PCB can be engineered using any ceramic material including Si₃N₄, AlN, and Al₂O₃, with Si₃N₄ offering a massive bending strength of 700–900 MPa and thermal conductivity of 60–90 W/m·K. Because Si₃N₄ is a non-oxide ceramic, the AMB process is absolutely mandatory since standard DBC physically cannot wet or bond to its surface.
Engineers on Stack Exchange often ask: “Why can’t we just use our existing DBC line for Si₃N₄? We want to avoid introducing a new process.” The hard truth is: DBC depends on a Cu-O eutectic liquid that only reacts with oxide ceramics like Al₂O₃. The Cu-O liquid simply will not wet a non-oxide Si₃N₄ surface. AMB bypasses this limitation because the titanium active element chemically reacts with Si₃N₄ to form a TiN intermediate layer, enabling the bond. Understanding the specifications of a Si₃N₄ ceramic PCB for power modules clarifies this material necessity.
- Si₃N₄ (Silicon Nitride): 700–900 MPa bending strength, absolutely requires AMB.
- AlN (Aluminum Nitride): 170 W/m·K thermal conductivity, accepts both AMB and DBC.
- Al₂O₃ (Alumina): 24 W/m·K thermal conductivity, the standard choice for DBC.
| Substrate + Process | Thermal Conductivity | Bending Strength | Cost Category |
|---|---|---|---|
| Si₃N₄ + AMB | 60–90 W/m·K | 700–900 MPa | $$$$ |
| AlN + AMB | 170 W/m·K | 300–400 MPa | $$$ |
| AlN + DBC | 170 W/m·K | 300–400 MPa | $$ |
| Al₂O₃ + DBC | 24 W/m·K | 300–400 MPa | $ |
Choose Si₃N₄ + AMB for maximum mechanical durability and high-temperature cycling endurance. Choose AlN + DBC if you need peak thermal conductivity (170 W/m·K) without facing extreme mechanical shocks.
Bottom line: If your next-generation SiC module requires Si₃N₄ for mechanical resilience, you must abandon DBC and transition exclusively to the AMB bonding process.
How Does AMB Copper Bonding Strength Compare to DBC?
When testing an AMB ceramic PCB, the copper peel strength reaches ≥ 50 N/mm, which is 30% to 60% higher than the typical 30–35 N/mm peel strength achieved by standard DBC. This superior mechanical adhesion comes directly from the titanium-driven metallurgical bond, preventing heavy copper from tearing away from the ceramic during extreme stress events.
The IPC-2221B chapter 6 standard dictates that the minimum acceptable peel strength for power electronic substrates is ≥ 1.4 N/mm. What does this mean for your design? While both processes easily exceed the bare minimum, AMB’s massive 50+ N/mm strength acts as a critical safety buffer when thick copper expands during heavy current loads. This is highly visible in modern EV power module assembly, where vibration and thermal expansion happen simultaneously.
- AMB Peel Strength: ≥ 50 N/mm (driven by chemical titanium reaction).
- DBC Peel Strength: 30–35 N/mm (driven by eutectic bonding).
- DPC Peel Strength: < 20 N/mm (driven by sputtering and plating).
Bottom line: For architectures utilizing heavy copper layers over 0.4 mm, AMB provides the mandatory mechanical grip to prevent copper trace lifting under peak loads.
How Do Thermal Cycling Life Cycles Compare Between AMB and DBC?
An AMB ceramic PCB built with Si₃N₄ survives 3,000 to 5,000 thermal shock cycles (-40°C to +150°C), lasting 5 to 10 times longer than an Al₂O₃ DBC substrate, which typically fails around 500 to 800 cycles. This exponential increase in lifespan makes AMB the undisputed standard for modern high-power SiC and GaN traction applications.
According to IEEE technical reports (spectrum.ieee.org), SiC power module thermal cycling standards are rapidly shifting from 1,000 cycles (the old IGBT standard) to well over 3,000 cycles. Pay close attention to this data: When operating continuously at a junction temperature of 175°C, physical stress tears weak interfaces apart. AMB holds together because its interfacial strength resists the fatigue that normally destroys DBC. Addressing CTE mismatch solder joint failures requires starting with a substrate that will not delaminate internally.
- Al₂O₃ + DBC: Typically fails between 500–800 thermal cycles.
- AlN + DBC: Typically fails around 1,000 thermal cycles.
- Si₃N₄ + AMB: Comfortably endures 3,000–5,000+ thermal cycles.
Bottom line: If your power device warranty requires surviving more than 1,500 extreme thermal cycles, standard DBC will fail prematurely and AMB is your only viable option.
When Should You Choose AMB Over DBC — The 4-Signal Checklist?
You must upgrade to an AMB ceramic PCB when your junction temperature exceeds 150°C, your thermal shock requirement surpasses 1,500 cycles, you mandate a Si₃N₄ substrate, or you need heavy copper > 0.4 mm with high peel strength. Hitting any one of these four signals means a standard DBC substrate will become the critical point of failure in your system architecture.
Engineers on EEVBlog frequently post this exact problem: “Our SiC MOSFET module uses Al₂O₃ + DBC, and copper delaminates after 1500 cycles. Is the higher AMB price worth it?” We get asked this constantly: The Al₂O₃ CTE (7 ppm/°C) mismatches the copper (17 ppm/°C) and the SiC chip (4 ppm/°C). DBC’s weaker 35 N/mm interface cannot handle this fatigue. Upgrading to AMB with Si₃N₄ (CTE 2.5–3.5 ppm/°C) solves the physics limit, extending life to 3,000+ cycles. The substrate costs more upfront, but replacing a failed $1,000 power module in the field costs drastically more.
- Signal 1: Operating junction temperature remains above 150°C continuously.
- Signal 2: Thermal cycling requirement sits strictly above 1,500 cycles (-40°C to +150°C).
- Signal 3: System mechanics demand a Si₃N₄ substrate.
- Signal 4: Copper thickness needed is above 0.4 mm with extreme peel strength requirements.
| Decision Factor | Stick with DBC | Upgrade to AMB |
|---|---|---|
| Target Lifespan | < 1,000 cycles | 3,000+ cycles |
| Max Junction Temp | 125°C – 150°C | 175°C – 200°C |
| Required Substrate | Al₂O₃ or AlN | Si₃N₄ |
| Budget Sensitivity | High | Low (Reliability is priority) |
Choose AMB if your system triggers any red flags for high-stress SiC deployment. Choose DBC if you are building standard consumer-grade IGBTs operating safely under 125°C.
Bottom line: Base your substrate choice strictly on your thermal cycling requirements—if your contract demands more than 1,500 cycles, AMB is the required engineering path.

What Does AMB Ceramic PCB Cost vs DBC — and When Is the Premium Worth It?
An AMB ceramic PCB using Si₃N₄ typically costs $22–$40 per piece at mid-volume (100–500 units), making it roughly 2 to 3 times more expensive than a comparable DBC Al₂O₃ substrate at $8–$15 per piece. For prototype runs (5–10 boards), AMB can range from $100–$250 each due to fixed vacuum furnace NRE costs.
While the upfront price is higher, the total cost of ownership aggressively favors AMB in high-stress applications. Consider the total ROI: If a $10 DBC board fails inside an EV inverter, the vehicle warranty claim easily exceeds thousands of dollars. Spending an extra $20 on an AMB board acts as cheap insurance for your expensive silicon carbide components. Reviewing the right IGBT power module ceramic substrate helps balance this initial investment against long-term savings.
- Prototype (5–10 pcs): AMB costs $100–$250 per piece.
- Mid-volume (100–500 pcs): AMB costs $22–$40 per piece; DBC costs $8–$15.
- High-volume (1,000+ pcs): AMB costs $15–$25 per piece; DBC costs $5–$10.
Bottom line: The 2-3x price premium for AMB is fully justified the moment your power module warranty claims begin eating into your profit margins due to DBC delamination.
What Industries Are Driving AMB Ceramic PCB Adoption?
The electric vehicle sector is the primary driver of AMB ceramic PCB adoption, with 800V traction inverters pushing junction temperatures to 175°C and demanding over 2,500 thermal cycles. Beyond EVs, industrial motor drives, wind turbine converters, and high-speed rail systems are heavily migrating from DBC to AMB to support advanced silicon carbide components.
Let’s look at a real-world factory result: An EV traction inverter client came to us with a spec for 800V SiC MOSFET modules. Their previous DBC Al₂O₃ substrates were failing at 800 thermal cycles (-40°C to +175°C)—well short of their 2,500-cycle reliability target. We proposed Si₃N₄ + AMB substrates from a qualified co-fired supplier, with copper thickness at 0.3 mm front and back. The AMB substrates cleared 2,800 cycles without delamination. The substrate cost per unit increased from $12 to $28 (a 133% increase), but the client’s inverter module warranty claim rate dropped from 0.8% to under 0.1% in the field. This saved an estimated $240,000 per 10,000 units, paying back the AMB premium in fewer than 6 months.
- EV Traction Inverters: Moving rapidly to 800V+ SiC architectures.
- Wind Power Converters: Requiring highly reliable 20-year field lifespans.
- Industrial Automation: Upgrading high-frequency, high-heat motor drives.
Bottom line: Any industry transitioning from standard silicon IGBTs to high-temperature SiC/GaN devices must adopt AMB to guarantee long-term mechanical reliability.
What Are the Most Frequently Asked Questions About AMB?
Can I use my existing DBC assembly process for an AMB ceramic PCB? No, because an AMB ceramic PCB uses a stronger metallurgical bond and harder copper alloy that makes rework much more difficult. While your pad sizes can remain the same, you must adjust your soldering and rework thermal profiles to account for the stronger interface. Request a DFM engineering review to verify your assembly parameters.
Is an AMB ceramic PCB better than a DBC board? It depends entirely on your thermal requirements, but AMB is superior for high-stress environments needing over 1,500 thermal cycles. For standard, low-cost applications operating safely under 125°C, DBC remains perfectly adequate. Check your specific thermal cycling target before making the switch.
How long does it take to manufacture an AMB substrate? Typically 3 to 4 weeks for standard production due to the extended vacuum brazing and etching cycles required for thick copper. While QueenEMS offers a 24-hour fastest turnaround for simple FR4 boards with all parts in stock, ceramic processing requires strict thermal profiling. Contact us early to schedule your prototype run.
Choosing the right substrate determines whether your power module lasts 500 cycles or 5,000 cycles. We understand that navigating the technical leap from DBC to AMB requires precise data and reliable manufacturing execution. At QueenEMS, we provide the engineering capabilities and automated assembly lines to help you scale your SiC and GaN designs without fear of thermal failures. If you are ready to upgrade your reliability, contact us to schedule a free DFM review.
Written by the QueenEMS Engineering Team
Upload your files today · Free DFM check before production · Ship worldwide
Get your PCB prototypes in as fast as 24 hours. We handle FR4, Rogers, and Flex up to 60 layers — free prototypes for 2–4 layer boards, no minimum order.
Just upload your Gerber + BOM — we source every part, assemble, and inspect (AOI + X‑Ray) so you don't have to chase suppliers. Boards ship in as fast as 24 hours.