
Quick Answer: Your pcb solder mask color directly impacts fabrication cost, lead time, and minimum dam width—much more than most engineers expect. Green is the cheapest and fastest option because it is produced in the highest global volumes, features the most mature UV curing process, and provides the highest contrast for AOI inspection. Non-standard colors like blue and red add 10%–20% to your cost due to lower stock volumes. Black is the most expensive choice, adding 15%–25% to the final bill and typically requiring one extra production day because its heat-absorbing properties demand slower UV curing and make automated optical inspection nearly ineffective.
Key takeaways:
- Green sets the baseline cost and fastest lead time; every other color adds an upcharge.
- Blue and red add 10%–20%; black adds 15%–25% and typically delays production by 1 day.
- Black solder mask requires a minimum dam width of ~9 mil compared to ~4 mil for green, heavily impacting 0.5mm pitch IC layouts.
- Dark pigments drop copper-to-mask contrast near zero, forcing factories to switch from high-speed AOI to slower manual inspection.
- Only choose non-green for functional reasons: white for LED reflectivity, black for light-blocking, or specific colors for prototype identification.
Table of Contents
- Does PCB Solder Mask Color Actually Affect Your Fabrication Cost?
- Why Is Green the Industry Default — and When Should You Change It?
- Why Does Black PCB Cost More and Take Longer?
- Does Your Solder Mask Color Choice Affect Your Fine-Pitch IC Layout?
- How Do Different Colors Handle Flux Residue and Scratches?
- The Color Decision Checklist: When to Stick with Green vs Change?
- FAQ
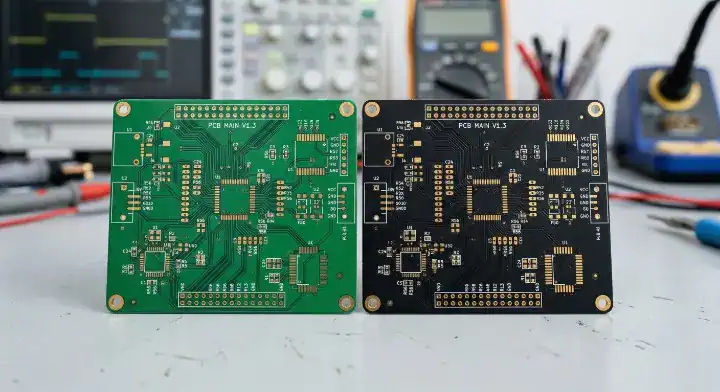
You’ve sent your Gerber files to three assemblers and gotten three wildly different quotes. One says $800, another says $2,400, and the third hasn’t responded in a week. Then you notice one factory flagged your pcb solder mask color as a “cost driver.” You selected matte black because it looks premium, but now you are facing a 15% price bump and a 24-hour delay. Sound confusing? After processing thousands of bare board orders last year, we see hardware designers make aesthetic choices that accidentally trigger layout violations or production delays every single week. Here is exactly how your pigment choice impacts minimum dam widths, automated inspection yields, and your final invoice.
Does PCB Solder Mask Color Actually Affect Your Fabrication Cost?
Yes, deviating from standard green will increase your PCB fabrication cost by anywhere from 10% to 25%. Blue and red typically add 10%–20% to your bill due to smaller material stock volumes at the factory level. Black pushes the premium to 15%–25% because it requires slower processing conveyor speeds and historically suffers from lower first-pass manufacturing yields.
The factory floor reality is… Color pricing is not a random markup designed to punish creativity. It reflects real physical constraints on the manufacturing line. Every time a factory switches a coating line from green to yellow or blue, they lose machine uptime cleaning the vats. Based on our production data, a full line changeover takes 45 to 60 minutes. Because green is running constantly on the main lines, your green board goes straight into the queue. A blue or red board has to wait for a dedicated line or a scheduled changeover.
Furthermore, solder mask ink has a strict shelf life. Green ink is consumed daily in massive quantities, meaning the factory never throws away expired barrels. Blue, red, and yellow inks sit on the shelf longer. Factories factor this material waste into the premium you pay.
| Solder Mask Color | Cost Premium | Lead Time Impact | Min. Dam Width | AOI Contrast | Best Application |
|---|---|---|---|---|---|
| Green | Baseline (Cheapest) | None | ~4 mil (Narrowest) | Highest | All standard designs; default choice |
| Blue | +10%–15% | Negligible | ~6 mil | High | Open-source projects, Arduino-style boards |
| Red | +10%–20% | Negligible | ~6 mil | Medium | Consumer electronics, brand differentiation |
| Black | +15%–25% | +1 Day typical | ~9 mil (Widest) | Near Zero | Light-blocking sensors, premium aesthetics |
| White | +10%–20% | Negligible | ~6 mil | Lowest | LED lighting, high-reflectivity applications |
| Yellow/Purple | +20%–50%+ | +1 to 3 Days | ~8–10 mil | Medium | Specific visual identification, prototype vs mass runs |
Upload your Gerbers for a free DFM check — we will confirm your chosen solder mask color is compatible with your pad pitch and flag any potential dam issues before production starts.
Why Is Green the Industry Default — and When Should You Change It?
Green is the industry default because it boasts the most mature UV curing parameters, allows for the tightest 4 mil minimum dam width, and yields over 95% defect detection during automated optical inspection. You should only change colors when you have a physical functional requirement, such as using white for LED reflectivity or black for light-blocking optical sensors.
Decades of chemical engineering have gone into perfecting the green epoxy formulation. The pigment size, the UV absorption rate, and the flow characteristics are perfectly balanced. Before modern AOI machines existed, human inspectors had to check every board manually. The human eye is highly sensitive to green light, which made it incredibly easy for operators to spot copper routing errors against a green background. Today, AOI machine algorithms are highly tuned to this exact contrast ratio.
We see customers select black or blue masks for internal industrial controllers just because they think it looks modern. 80% of first-time customers choose non-green colors for enclosed boards, paying a 15% premium for zero functional gain. We built a standard engineering review protocol advising them to revert to green for these hidden boards. This simple intervention saves our clients an average of $150 to $300 per rapid PCB prototyping run and prevents unnecessary lead time extensions.
Want the honest answer? If your board sits inside an opaque aluminum enclosure where no end-user will ever see it, picking a red or blue mask is throwing money away. You are better off putting that budget toward higher-quality capacitors or upgrading your surface finish. To understand the foundational mechanics of these coatings, read our complete guide on what solder mask is.
Why Does Black PCB Cost More and Take Longer?
Black PCBs cost 15%–25% more and take an extra day because the dark pigment absorbs UV light instead of reflecting it, requiring slower conveyor speeds and higher curing energy. Furthermore, the near-zero contrast between the dark mask and copper pads causes automated optical inspection (AOI) systems to fail, forcing factories to rely on slower manual visual checks.
We constantly see variations of this question on engineering forums: “I want a black board, but the quote came back 15% higher and 1 extra day. Is this normal?” So what does this actually mean for your budget? That 15% markup is entirely justified by the physics of PCB manufacturing. Black solder mask drops first-pass yield rates by 5%–8% compared to green. The dark pigment traps heat, making the curing process highly sensitive. If the UV line runs too fast, the mask stays wet underneath, leading to delamination later. If it runs too slow, the top layer burns and becomes brittle.
But here’s what most guides won’t tell you… The biggest cost driver is inspection failure. Automated cameras rely on the visual difference between the mask and the bare copper pads. With black mask, that difference drops below the machine’s confidence threshold. The AOI system will generate hundreds of “false calls,” flagging perfect pads as defective.
- Black masks require high-intensity UV exposure at a slower rate.
- Automated cameras cannot distinguish between a dark green/black mask and a dark copper trace.
- The factory must pull human inspectors to verify your traces, directly increasing labor costs.
This drop in efficiency and yield gets calculated directly into your PCB fabrication lead time and final price. It is not a money grab; it is a manufacturing reality.
Does Your Solder Mask Color Choice Affect Your Fine-Pitch IC Layout?
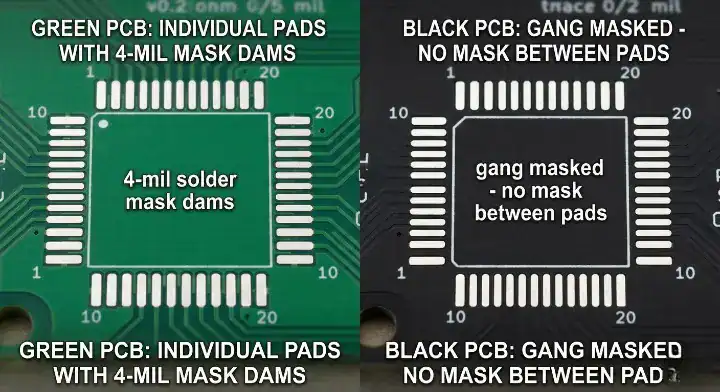
Yes, your pcb solder mask color directly dictates the minimum allowable dam width between fine-pitch IC pads. While standard green allows a highly precise 4 mil (0.1mm) dam, black requires a minimum 9 mil (0.23mm) spacing to cure properly without flaking off the board.
If you place a 0.5mm pitch QFN package on a green board, the factory can easily maintain the physical dam of solder mask between the individual pads. Switch that exact same layout to a black mask, and the factory will flag a design rule violation. Because black needs 9 mils to adhere, the factory must use “gang masking”—opening the solder mask over the entire IC pad array as one large rectangle.
Pull back the curtain on this… Gang masking does not ruin your board. The solder mask itself is not conductive, so missing dams won’t directly cause shorts. However, it changes how solder paste behaves during reflow. Without physical dams, the solder paste can easily spread along the pad edges. If you are moving to a dark color for SMT assembly, you must adjust your stencil thickness and paste volume calculations to prevent bridging on those gang-masked components.
For example, on a green board, a standard 5 mil (0.12mm) stencil thickness might work perfectly for a 0.5mm QFN. On a black board with gang masking, you might need to reduce the stencil aperture by 10% to 15% to compensate for the missing physical barriers between the pads.
How Do Different Colors Handle Flux Residue and Scratches?
White solder mask hides scratches incredibly well but highlights yellow flux residue, making it the hardest color to clean perfectly. Conversely, glossy black and blue masks highlight every single surface scratch and speck of dust, demanding careful handling during box build integration. Green sits perfectly in the middle, masking minor scuffs while hiding light flux residues.
When you specify a board color, you are also determining the long-term aesthetic durability of the product. If your board requires heavy through-hole soldering—such as power supply connectors or relays—the factory must use flux.
Here’s where it gets real… Washing no-clean flux off a matte black board will almost always leave a faint white hazy residue behind. You can scrub it with isopropyl alcohol, but the matte finish tends to trap the dissolved solids. Glossy black cleans up better, but if a technician’s screwdriver slips, a silver scratch across a glossy black board is glaringly obvious.
If you are manufacturing consumer hardware with transparent enclosures, we highly recommend choosing red or blue over black. They offer premium visual differentiation but are significantly more forgiving regarding flux haze and handling marks.
The Color Decision Checklist: When to Stick with Green vs Change?
You should stick with green for all industrial controls, server backplanes, and non-visible consumer electronics to guarantee the lowest cost and a tight 4 mil dam width. Only pay the color premium for white on LED boards, black for light-sensitive optics, or specific alternate colors when you need to visually separate functional prototypes from mass production batches.
| Your Product / Application Scenario | Recommended Color | Factory Reasoning |
|---|---|---|
| Industrial controls, sensors, server boards | Green | No aesthetic requirement; yields lowest cost and fastest turnaround. |
| Consumer electronics (enclosed, invisible) | Green | If the end-user cannot see it, do not pay a 15% premium for it. |
| Consumer electronics (transparent casing) | Red / Blue / Black | Valid brand identity and premium aesthetic requirement. |
| LED lighting arrays | White | High reflectivity directly improves total lumen output. |
| Optical sensors, light-sensitive equipment | Black | Pigment absorbs ambient light, reducing sensor interference. |
| Differentiating EVT/DVT vs PVT builds | Any non-mass color | Prevents factory floor mix-ups between test versions and final product. |
| Designs with 0.5mm pitch ICs | Green (or verify first) | Black’s 9 mil minimum dam will trigger gang masking; verify stencil design. |
Considering a non-standard color for your next hardware iteration? Tell us your specific application and we will confirm the exact lead time and cost impact before you commit to the design changes. We offer free 2-4 layer FR4 prototypes for new customers to help you validate these physical parameters.
Frequently Asked Questions
Can I use black solder mask with a 0.4mm pitch BGA? It depends, but be prepared for gang masking. Because black requires a ~9 mil dam width, the factory cannot print mask between 0.4mm pitch pads. You will need to design the BGA area as Non-Solder Mask Defined (NSMD) and adjust your paste stencil accordingly. Upload your BOM and Gerbers to our portal for a free DFA review to confirm your pad stack.
Does white solder mask turn yellow over time during assembly? Yes, white solder mask is highly susceptible to discoloration during high-heat reflow cycles. If your board goes through multiple thermal excursions (like double-sided SMT plus wave soldering), the white pigment will shift to an off-white or yellowish tint. Request a thermal profile review from our engineering team if pristine white aesthetics are mandatory.
How does mask color affect surface finish choices like HASL vs ENIG? Color drastically impacts visual inspection contrast. Pairing a black mask with silver HASL makes visual inspection slightly easier, but pairing black with HASL vs ENIG (gold) provides the highest possible contrast for both human inspectors and modified AOI machines. We recommend ENIG for any dark-colored boards with fine-pitch components.
Should I choose matte or glossy finish for non-standard colors? Glossy finish resists dirt better and is easier to clean, while matte finish prevents glare under bright lighting. If you choose matte black, be aware that it absorbs handling oils from human fingers and highlights flux haze significantly more than glossy black. For industrial applications, glossy is generally preferred for easier post-assembly cleaning.
Written by the QueenEMS Engineering Team. Ready to build your next board with a 99.7% first-pass yield rate? Contact us today to get your free quote.