
The decision between leaded and lead-free alloys hinges on balancing regulatory compliance, manufacturing budget, and the specific reliability needs of your electronic application. Engineers often face immense frustration when high-reliability assemblies suffer from joint failures due to improper material selection. If you choose the wrong solder for a mission-critical project, you risk not only functional failure but also severe legal penalties in regulated markets. Fortunately, aligning your assembly process with the right alloy ensures long-term product success and safety. Here is the deal: this guide provides a professional comparison of lead vs lead-free solder to help your procurement team make the most strategic choice for your next production run.
1. What Is the Basic Composition Difference in lead vs lead-free solder?
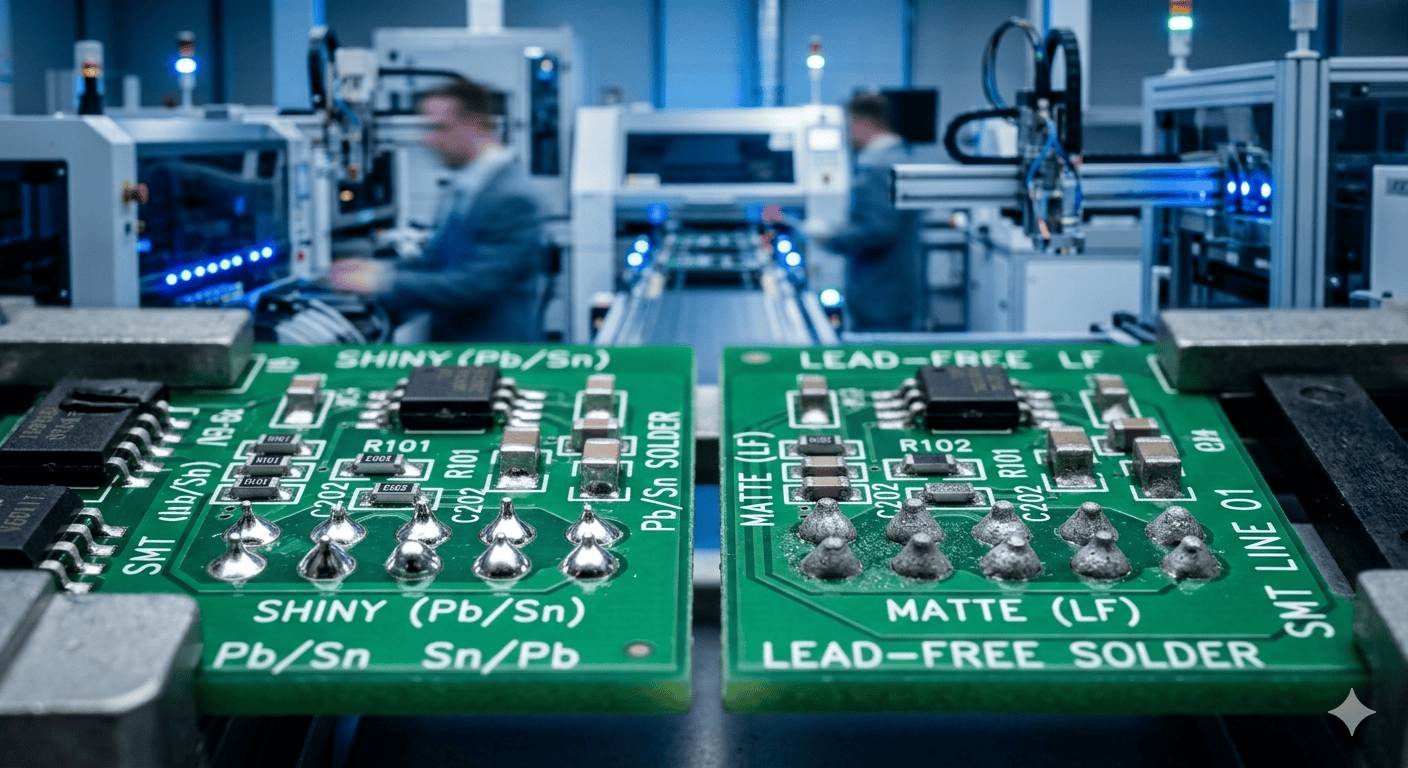
The fundamental distinction lies in the presence of lead, a heavy metal that has historically provided excellent wetting properties but poses significant environmental risks. Traditional leaded solder typically consists of a 60/40 or 63/37 blend of tin and lead, creating a stable eutectic point for smooth assembly. Modern lead-free alternatives, however, rely on mixtures of tin, silver, and copper (SAC alloys) to achieve similar bonding results without the toxicity. You might be wondering how this microscopic chemical shift impacts your entire production floor. It changes everything from melting temperatures to the visual appearance of every single joint.
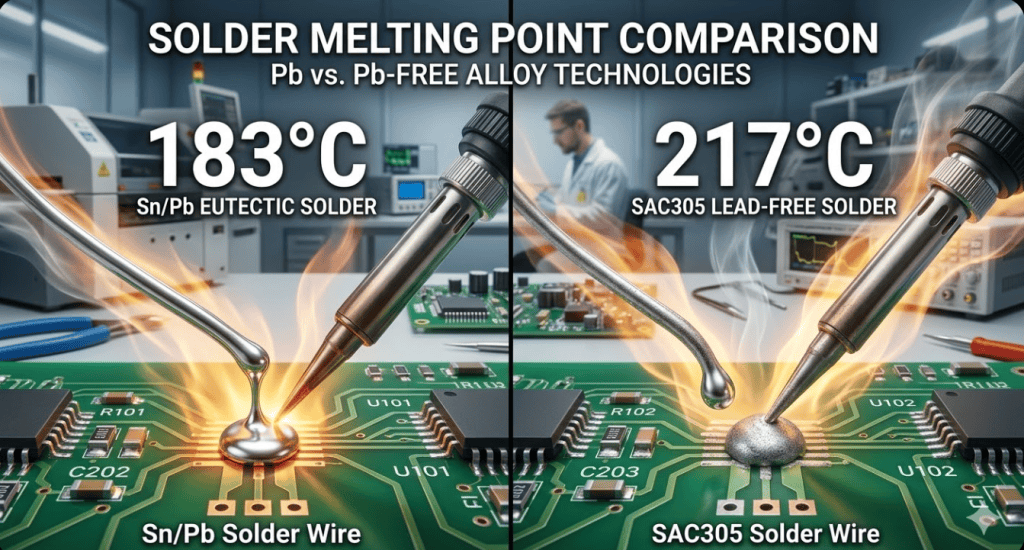
- Traditional leaded alloys possess a much lower melting point of approximately 183°C.
- Lead-free SAC alloys require significantly higher temperatures, often reaching 217°C to 220°C.
- The absence of lead results in a duller, more matte finish compared to the shiny surface of leaded joints.
Why does melting temperature matter for your components?
But here’s the kicker… higher temperatures put immense thermal stress on sensitive active components and delicate PCB substrates during the reflow process. If your assembly partner does not precisely control the thermal profile, the heat required for lead-free soldering can cause delamination or component popping. This makes the professionalism of your lead vs lead-free solder choice a critical engineering decision rather than just a material purchase.
Key Takeaway: Understanding the chemical makeup is the first step in preparing your manufacturing line for the thermal demands of modern electronics.
| Solder Type | Common Alloy Blend | Melting Point | Visual Appearance |
| Leaded | 63% Tin / 37% Lead | 183°C | Bright and Shiny |
| Lead-Free | 96.5% Tin / 3% Silver / 0.5% Copper | 217°C – 220°C | Dull and Matte |
Export to Sheets
These physical differences dictate the specific equipment and inspection standards required for a successful build.
2. How Does Cost Impact lead vs lead-free solder Procurement?
From a procurement perspective, lead-free materials generally carry a higher price tag due to the inclusion of precious metals like silver. A professional lead vs lead-free solder evaluation must account for both the raw material cost and the increased energy consumption required for higher-temperature processing. While lead is cheap and abundant, the rising demand for environmentally friendly SAC alloys has driven silver prices into a volatile state. What’s the real story? You aren’t just paying for the wire; you are paying for the specialized flux and refined metals required for compliance.+4
- Silver content in SAC305 alloys significantly increases the price per kilogram compared to leaded versions.
- Increased heat requirements result in higher utility costs for large-scale reflow ovens.
- Higher temperatures lead to faster wear on soldering iron tips and wave soldering nozzles.
Are there hidden costs in lead-free production?
Ready for the good part? While the initial material cost is higher, using lead-free solder can actually save money by opening doors to international markets that ban lead. If you produce leaded boards for the European market, the cost of customs rejection and product recalls will far outweigh any initial savings on solder.
Key Takeaway: Budgeting for solder must look past the price of the spool and consider the global market access provided by lead-free options.
| Cost Factor | Leaded Solder | Lead-Free Solder |
| Raw Material | Low / Stable | High / Volatile |
| Energy Usage | Moderate | High |
| Equipment Wear | Standard | Accelerated |
Export to Sheets
Investing in lead-free technology is often a prerequisite for high-volume, international business success.
3. What Are the Health Risks Associated With lead vs lead-free solder?

Lead is a well-documented neurotoxin that can cause irreversible damage to the nervous system, kidneys, and reproductive health if handled improperly. Comparing lead vs lead-free solder requires a strict assessment of worker safety and workplace ventilation standards. Even though solder itself is a solid, the fumes generated during the melting process can carry lead particles and toxic flux chemicals into the operator’s breathing zone. This is where it gets interesting… even lead-free solder isn’t entirely “safe” because the more aggressive fluxes required for higher temperatures can irritate the respiratory system.
- Lead exposure can lead to chronic poisoning through skin contact or inhalation of fine dust.
- Lead-free soldering often produces more smoke due to the higher temperatures acting on flux resins.
- Stringent workplace safety regulations mandate high-efficiency particulate air (HEPA) filtration for both types.
How do you protect your assembly team?
You might be wondering if simply switching to lead-free removes the need for expensive extraction systems. It does not. Professional factories must still invest in high-performance fume extractors to protect workers from the acidic fumes released during the high-heat lead-free process.
Key Takeaway: Prioritizing worker health through proper ventilation and material selection is essential for maintaining a sustainable manufacturing workforce.
| Risk Factor | Leaded Solder Impact | Lead-Free Solder Impact |
| Heavy Metal Toxicity | High / Cumulative | None |
| Flux Fume Volume | Moderate | High |
| Regulatory Oversight | Extreme | Standard |
Export to Sheets
Choosing lead-free materials significantly reduces long-term liability related to occupational health hazards.
4. How Does Regulation Influence lead vs lead-free solder Decisions?
International directives like RoHS (Restriction of Hazardous Substances) have effectively banned lead from most consumer electronics worldwide. When navigating lead vs lead-free solder requirements, you must understand that non-compliance can lead to massive fines and the destruction of inventory at international borders. Most Tier 1 and Tier 2 suppliers have completely transitioned to lead-free to ensure their products can be sold in the EU, USA, and China. But here’s the kicker… there are still specific exemptions for critical industries where reliability is the only priority.+1
- RoHS compliance is mandatory for consumer, medical, and industrial electronics sold in the EU.
- Aerospace and military sectors often use leaded solder to prevent “tin whiskers” and ensure mission-critical reliability.
- Compliance documentation and material declarations are now standard requirements for B2B procurement.
What are the risks of using leaded solder in 2026?
What’s the real story? If your product is caught containing lead in a restricted market, the legal costs and brand damage can be catastrophic. Proactive compliance is much cheaper than reactive litigation.
Key Takeaway: Strict adherence to global environmental regulations is a non-negotiable requirement for modern electronic product launches.
| Regulation | Scope | Requirement |
| RoHS | Global Consumer Electronics | <0.1% Lead Content |
| REACH | Chemical Substances | Full Traceability |
| MIL-SPEC | Defense / Aerospace | Specific Leaded Alloys Allowed |
Export to Sheets
Compliance tracking ensures your supply chain remains resilient against shifting global environmental laws.
5. Why Does Reliability Vary in lead vs lead-free solder Joints?
Leaded solder is renowned for its superior wetting and flexibility, which makes it highly resistant to vibration and thermal shock. In a professional lead vs lead-free solder comparison, reliability is where leaded alloys often hold a technical advantage, particularly in extreme environments. Lead-free joints are naturally more brittle, making them more prone to cracking under mechanical stress or rapid temperature cycling. This is where it gets interesting… engineers must compensate for this brittleness by using advanced board finishes and more robust mechanical designs.
- Leaded joints are more ductile and can absorb mechanical energy better than SAC alloys.
- Lead-free solder is susceptible to “tin whiskers,” microscopic hair-like growths that can cause short circuits.
- Advanced lead-free alloys with dopants are being developed to mimic the reliability of leaded solder.
How do you ensure high-reliability in lead-free builds?
Ready for the good part? By using high-quality surface finishes like ENIG (Electroless Nickel Immersion Gold) and optimizing reflow profiles, you can achieve lead-free reliability that rivals traditional leaded performance.
Key Takeaway: Selecting the right material and manufacturing process is the only way to guarantee the long-term field performance of your high-reliability electronics.+3
| Reliability Metric | Leaded Solder | Lead-Free Solder |
| Mechanical Shock | High Resistance | Brittle |
| Tin Whisker Risk | Very Low | Higher |
| Surface Wetting | Excellent | Moderate |
Export to Sheets
Engineering around the brittle nature of lead-free alloys is essential for products deployed in harsh environments.
6. What Are the Environmental Impacts of lead vs lead-free solder?
The primary reason for the industry-wide shift is the devastating impact of lead on soil and groundwater when electronics end up in landfills. Assessing lead vs lead-free solder from an environmental perspective reveals that lead-free options significantly reduce the ecological footprint of your hardware. Lead does not break down and can leach into the water supply, causing widespread ecological damage. You might be wondering if lead-free materials are perfectly green. While they are much better, the mining of silver and copper still has an environmental cost that must be managed.+1
- Lead-free electronics simplify the e-waste recycling process and reduce hazardous waste handling.
- Leaded boards require expensive “hazardous waste” disposal procedures at the end of their life.
- Sustainable sourcing of metals is becoming a major focus for environmentally conscious brands.
Is lead-free truly the end of toxic e-waste?
But here’s the kicker… even though the lead is gone, the increased energy required to produce and recycle lead-free boards slightly increases the overall carbon footprint. However, the trade-off for removing a persistent neurotoxin from the environment is universally accepted as a net positive.
Key Takeaway: Moving to lead-free soldering is the most significant step a hardware company can take toward environmental sustainability.
| Impact Area | Leaded Solder | Lead-Free Solder |
| Landfill Hazard | Extreme | Low |
| Recycling Ease | Difficult / Costly | Standard |
| Soil Leaching | High | None |
Export to Sheets
Environmental stewardship is no longer optional; it is a core expectation of the modern global consumer.
7. How Does Wetting Performance Affect lead vs lead-free solder Assembly?
Wetting refers to how well liquid solder flows and adheres to the metal surfaces it is intended to join. In a technical lead vs lead-free solder comparison, leaded solder is the clear winner for its “butter-like” flow. Lead-free solder has a higher surface tension, which means it doesn’t spread as easily or fill through-holes as consistently as leaded versions. What’s the real story? This lower wetting capability requires much more aggressive fluxes and higher temperatures to ensure a strong electrical bond.+2
- Leaded solder naturally pulls into joints, creating a perfect concave fillet.
- Lead-free solder often requires pre-heating and longer soak times in the reflow oven to achieve good wetting.
- Reduced wetting can lead to “voids” or “tombstoning” of small components if the process isn’t optimized.
Can you fix poor wetting in lead-free lines?
Ready for the good part? Using nitrogen-purged reflow ovens can significantly improve lead-free wetting by reducing oxidation during the heating process. This professional equipment upgrade is often what separates high-quality factories from budget-level assembly shops.
Key Takeaway: Understanding wetting physics is vital for designing PCB footprints that are compatible with the less fluid nature of lead-free alloys.
| Wetting Characteristic | Leaded Solder | Lead-Free Solder |
| Surface Tension | Low | High |
| Flow Rate | Fast | Slower |
| Fillet Formation | Smooth / Consistent | Potential for Irregularity |
Export to Sheets
Mastering the wetting process is the key to achieving zero-defect soldering in a lead-free production environment.
8. Why Is Inspection Harder With lead vs lead-free solder?
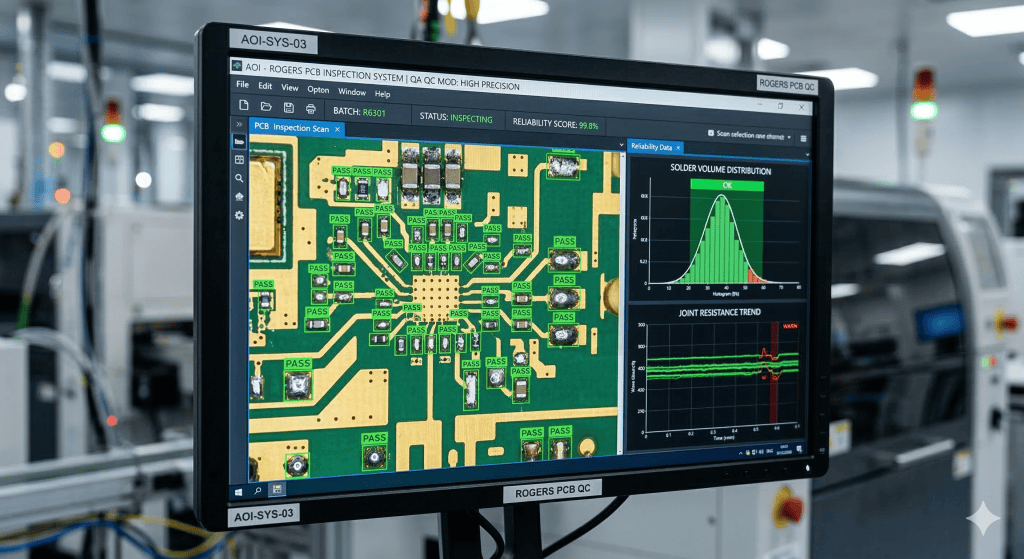
The visual inspection of solder joints is a critical step in quality control, but the transition to lead-free has made this task much more subjective. When comparing lead vs lead-free solder, inspectors must be trained to recognize that “dull” does not mean “defective.” Leaded solder joints are naturally bright and shiny, making it easy to spot cracks or cold joints. Lead-free joints, however, are inherently grainy and matte, which can hide flaws from the untrained eye. This is where it gets interesting… because visual inspection is less reliable, factories now rely more heavily on X-ray and Automated Optical Inspection (AOI).+3
- Lead-free joints often have a textured surface that mimics the appearance of a “cold joint” in leaded solder.
- AOI machines must be specifically calibrated for the lower reflectivity of lead-free SAC alloys.
- X-ray inspection is becoming mandatory for verifying BGA and QFN joints on lead-free boards.
How do you train your QC team for the new standard?
You might be wondering if you can still use the same IPC-A-610 standards. You can, but you must use the specific sections dedicated to lead-free inspection criteria. The “gold standard” of a shiny joint is a thing of the past for most modern electronics.
Key Takeaway: Modernizing your quality control equipment and training is essential for accurately assessing the integrity of lead-free assemblies.
| Inspection Tool | Effectiveness (Leaded) | Effectiveness (Lead-Free) |
| Visual (Eyes) | High | Low / Subjective |
| AOI | Standard | Needs Calibration |
| X-Ray | Optional | Recommended |
Export to Sheets
Relying on advanced diagnostic tools ensures that the grainy appearance of lead-free solder doesn’t mask genuine assembly defects.
9. What Equipment Upgrades Are Needed for lead vs lead-free solder?
Switching from leaded to lead-free assembly requires a substantial investment in hardware that can withstand higher temperatures. In the lead vs lead-free solder debate, the “entry cost” for lead-free is the purchase of high-temp reflow ovens and waves. Older soldering irons often lack the power to maintain consistent heat when melting SAC alloys, leading to “cold joints.” But here’s the kicker… you also cannot use the same tools for both; cross-contamination of lead into a lead-free line can ruin your entire RoHS certification.+2
- Reflow ovens must have more heating zones to manage a complex high-temp profile.
- Waves in wave-soldering machines must be made of specialized titanium or stainless steel to resist the corrosive nature of high-tin alloys.
- Dedicated hand-soldering stations for lead-free must be clearly labeled to avoid lead cross-contamination.
Is the equipment upgrade a one-time cost?
What’s the real story? Maintenance costs are also higher because the aggressive fluxes used in lead-free soldering can leave more residue and corrode machine internal parts faster. High-precision manufacturing requires a commitment to ongoing equipment upkeep.+1
Key Takeaway: Planning for specialized lead-free equipment is a prerequisite for any manufacturer looking to stay competitive in the global B2B market.
| Equipment Type | Leaded Compatibility | Lead-Free Requirement |
| Reflow Oven | Standard | High-Temp / Nitrogen Capable |
| Solder Pot | Cast Iron | Titanium / Corrosive Resistant |
| Hand Irons | Low Power | High Thermal Recovery |
Export to Sheets
Strategic equipment investment ensures your assembly line can handle the most demanding high-frequency and high-density designs.
10. How to Decide Between lead vs lead-free solder for Your Project?
The final choice depends on where you plan to sell your product and what level of mechanical stress it will face. For most B2B commercial products, lead vs lead-free solder is decided by international law: you must go lead-free. However, if you are designing a satellite, a fighter jet, or a deep-sea sensor, you might still opt for leaded solder for its proven ruggedness. Ready for the good part? A versatile partner can support both processes, providing the engineering guidance needed to navigate these complex technical waters.+2
- If selling in the EU or USA: Use Lead-Free (SAC305) to ensure RoHS compliance.
- If designing for space or military: Use Leaded (Sn63Pb37) for maximum vibration resistance.
- If on a tight budget for a non-regulated toy or hobbyist project: Leaded is easier and cheaper.
Should you ever mix leaded and lead-free?
You might be wondering if you can solder leaded components onto a lead-free board. You should never do this without extreme caution, as the resulting alloy can have an unpredictable melting point and very low reliability.
Key Takeaway: Consult with your assembly partner early in the design phase to align your material choice with your target market’s regulatory and reliability needs.+2
| Choice Criterion | Recommended Solder Type | Reason |
| Global Market Access | Lead-Free | Legal Compliance |
| Aerospace / Defense | Leaded | Vibration Reliability |
| Prototyping | Leaded | Ease of Use |
Export to Sheets
Selecting the right partner ensures your project balances cost, compliance, and quality flawlessly from start to finish.
Deciding between alloys requires a deep understanding of your product’s lifecycle and the regulatory landscape of your target market. Choosing the right material prevents costly rework and ensures your electronics perform reliably in the hands of your end-users. We provide end-to-end assembly solutions to help you navigate these complex manufacturing decisions. Partner with us and contact us today to ensure your next high-performance build meets every quality and compliance standard perfectly. Queenems remains committed to precision engineering that drives your business success across the globe.
FAQ
- Q1: What is the most common lead-free solder used by a rogers pcb manufacturer? SAC305 is the industry standard, containing 96.5% tin, 3% silver, and 0.5% copper, offering the best balance of cost and reliability.
- Q2: How does a rogers pcb manufacturer identify leaded vs lead-free boards? Factories use distinct labeling, color-coded workstations, and dedicated reflow ovens to prevent any accidental cross-contamination.
- Q3: Can I hand-solder lead-free PCBs easily? It is more difficult because the alloy requires higher heat and has poorer wetting, necessitating high-power soldering stations and more aggressive flux.
- Q4: Is leaded solder completely banned globally? No, it is still permitted for specific high-reliability exemptions in aerospace, military, and certain medical life-support systems.
- Q5: Why do lead-free joints look dull compared to leaded ones? The crystalline structure of tin-silver-copper alloys naturally forms a matte surface during cooling, unlike the smooth, glassy finish of tin-lead.