

What is a cold solder joint? A cold solder joint is a critical soldering defect that occurs when the solder alloy fails to melt completely or bond properly to the component pin and PCB pad, resulting in a weak, dull, and unreliable electrical connection.
Imagine your production line is running smoothly, but your latest batch of high-speed controllers begins failing intermittent functional tests. You’ve double-checked the components and the circuit design, yet the boards are behaving erratically—working one minute and dying the next. This frustrating scenario is often the “agitation” caused by a hidden cold solder joint, a defect that can pass initial inspection only to fail in the field under thermal stress or vibration. At queenems, we solve this by implementing rigorous thermal profiling and automated inspection to ensure every connection is metallurgically sound.
What Are the Primary Causes of a Cold Solder Joint?

A cold solder joint is primarily caused by insufficient heat application during the soldering process, preventing the alloy from reaching its liquidus state. When the soldering iron or reflow oven doesn’t provide enough energy to both the component lead and the PCB pad, the solder simply “sits” on the surface rather than wetting it.
Why does insufficient heat occur?
The most common culprit is a soldering iron set to a temperature that is too low for the specific alloy or a reflow profile that peaks too early. In manual assembly, if the technician doesn’t hold the iron on the joint long enough, the heat doesn’t transfer deep into the thick copper planes often found in Through-Hole PCB Assembly.
- Soldering iron temperature set below the alloy’s melting point.
- Inadequate dwell time on large thermal mass components.
- Incorrect reflow oven profiles that skip the necessary soak zone.
Could there be other hidden factors?
How do contaminants affect the bond?
Poor cleaning is another major contributor; grease, oxidation, or grime on the pads acts as a thermal barrier. This interference makes it nearly impossible for the solder to wet the surface, leading to a “balled-up” appearance rather than a smooth fillet.
Key Takeaway: Eliminating cold joints starts with precision control over the thermal energy applied to every unique pad-to-pin interface on your board.
| Heat Source | Common Issue | Resulting Defect |
| Manual Iron | Tip oxidation | Poor heat transfer |
| Reflow Oven | Improper ramp rate | Cold solder joint |
| Wave Solder | Insufficient pre-heat | Incomplete wetting |
Following these thermal guidelines ensures that the solder reaches a full molten state for a reliable bond.
How Can You Identify a Cold Solder Joint Visually?

Identifying a cold solder joint through visual inspection requires a keen eye for surface texture and geometry. Unlike a healthy joint, which should be shiny and have a smooth, concave “fillet” shape, a defective joint will appear dull, grainy, and potentially “bumpy.”

What does a dull surface indicate?
A dull or “frosted” appearance is the classic red flag for a cold joint, indicating that the solder didn’t flow correctly or was disturbed while cooling. If you notice a convex (bulging) shape instead of a concave one, it’s a sign that the solder never truly wetted the metal surfaces.
- Dull, grainy, or chalky surface texture.
- Convex or “balled” shape that doesn’t blend into the pad.
- Visible cracks or gaps between the solder and the component lead.
But wait, is a visual check enough?
Why use magnification for inspection?
Because modern components are so small, many cold joints are invisible to the naked eye. Utilizing PCB Inspection Services with high-definition AOI (Automated Optical Inspection) is essential for catching these microscopic failures before they leave the factory.
Key Takeaway: Consistent visual standards are your first line of defense against electrical failures caused by poor wetting.
| Joint Type | Visual Appearance | Shape |
| Good Joint | Shiny / Metallic | Concave Fillet |
| Cold Joint | Dull / Grainy | Convex / Bulging |
| Overheated | Burnt / Charred | Irregular |
Regularly calibrating your inspection equipment helps maintain a high bar for joint quality across all production batches.
Can a Multimeter Detect a Hidden Cold Solder Joint?
Testing for a cold solder joint with a multimeter is the most effective way to identify defects that might look acceptable but are electrically compromised. This method focuses on detecting increased resistance or a complete lack of continuity that visual checks might miss.

How do you perform a resistance test?
To find a cold joint, set your multimeter to the resistance (Ohms) mode and measure across the joint from the component lead to a nearby trace. A perfect connection should read nearly zero ohms; any reading above 1 ohm in a non-resistor circuit suggests a high-resistance cold joint.
- Set multimeter to 200Ω or 1kΩ range.
- Probe the component pin and the PCB pad directly.
- Look for stable, near-zero readings.
Is there a faster way?
Does continuity testing work?
Continuity testing is useful for identifying “open” joints where the solder has completely separated. However, it may not catch “intermittent” cold joints that only fail when the board is flexed or heated, which is why our PCB Assembly Quality Control includes both electrical and mechanical stress tests.
Key Takeaway: Electrical testing provides a quantitative “pass/fail” metric that removes the subjectivity of visual inspection.
| Test Mode | Expected Value | Defect Indicator |
| Resistance | < 0.5 Ohms | > 1.0 Ohms |
| Continuity | Audible Beep | No Sound |
| Voltage Drop | Minimal | Significant Drop |
Using a multimeter ensures that even the most “stealthy” cold joints are caught before final assembly.
Hand-probing with a multimeter is fine for hobbyists, but when you’re shipping critical B2B hardware, hidden cold joints under BGAs or QFNs simply cannot be found with basic tools. At QueenEMS, we don’t guess—we guarantee. Our inline 3D AOI and automated X-ray inspection systems verify 100% of your solder joints before they ever leave our facility. Stop acting as your cheap manufacturer’s QA department.
What Are the Electrical Effects of Cold Solder Joints?
The electrical impact of a cold solder joint can range from subtle signal noise to catastrophic system failure. Because the connection is physically weak, it creates an air gap or a thin layer of oxidation that significantly increases electrical resistance.

How does oxidation worsen the problem?
When an air gap exists within a cold joint, the metal surfaces begin to oxidize, further insulating the connection. Over time, this leads to intermittent signals—where the device works when cold but fails as it warms up and the materials expand.
- Increased electrical resistance causing heat buildup.
- Intermittent signal loss or data corruption.
- Total circuit failure (open circuit).
Could this affect high-speed signals?
Does it cause signal integrity issues?
Yes, in high-frequency applications, a cold joint acts as a discontinuity that reflects signals back to the source. For customers using our SMT Assembly Services, we prioritize joint integrity to prevent these impedance mismatches in complex digital designs.
Key Takeaway: Electrical reliability is entirely dependent on the quality of the metallurgical bond formed during the initial soldering phase.
| Electrical Symptom | Root Cause | Impact |
| Intermittent Power | Brittle connection | Device resets |
| Signal Noise | High resistance | Data errors |
| Overheating | Current bottleneck | Component damage |
Analyzing electrical symptoms can often point directly back to a specific soldering defect on the board.
Why Do Cold Solder Joints Lead to Mechanical Instability?
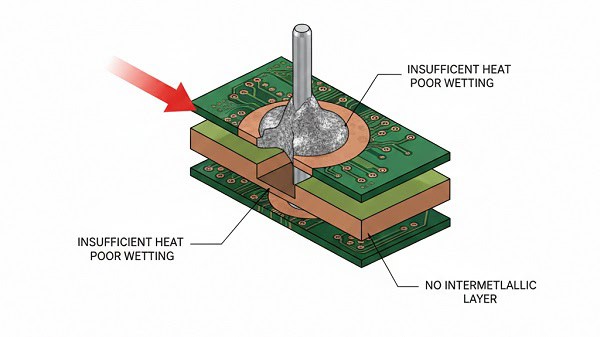
A cold solder joint is inherently brittle because the solder never formed a proper intermetallic layer with the copper pad. This lack of a “molecular fuse” means the joint has almost no structural integrity and can easily snap under minimal physical stress.

How does vibration trigger failure?
In applications like automotive or industrial robotics, constant vibration will quickly fatigue a cold joint. Since the solder is just “resting” on the pad, the mechanical energy causes it to separate, leading to a “ghost” failure that is hard to diagnose.
- Vulnerability to bending and twisting fatigue.
- Low tolerance for mechanical shock (dropping).
- High risk of separation during thermal cycling.
Is it just about external force?
What about thermal expansion?
As a PCB heats up, the FR4 material and the copper expand at different rates. A healthy joint flexes with this movement, but a cold joint will crack instantly, which is why we emphasize Reflow Soldering Services with precise cooling rates to minimize internal stress.
Key Takeaway: Mechanical failure is often the final stage of a cold joint’s lifecycle, usually occurring after the product has reached the end user.
| Stress Type | Effect on Cold Joint | Failure Likelihood |
| Vibration | Cracking / Snapping | Very High |
| Thermal Cycle | Expansion Gaps | High |
| Drop Test | Total Separation | Immediate |
Ensuring mechanical stability through proper soldering is the only way to guarantee a long product lifespan.
Most standard quick-turn shops will just run your boards through a generic reflow profile to save time. The result? Brittle joints that crack under the first sign of thermal or mechanical stress—a recipe for catastrophic field failures. Our engineers calculate precise, custom thermal profiles for every unique PCBA, ensuring deep metallurgical bonding. Don’t gamble your brand’s reputation on rushed manufacturing.
How Can You Prevent Cold Solder Joints in SMT Assembly?
Preventing a cold solder joint in SMT assembly requires a combination of high-quality materials and strictly controlled process parameters. Most defects can be eliminated by ensuring the reflow profile stays within the solder paste manufacturer’s specified “sweet spot.”

Is reflow profiling that critical?
Yes, the reflow profile must ensure that the entire board—including high-thermal-mass components—reaches the liquidus temperature for at least 45 to 60 seconds. If the ramp-up is too slow or the peak is too low, you will inevitably end up with cold joints.
- Perform regular thermal profiling with a data logger.
- Ensure consistent solder paste thickness using precision stencils.
- Use high-activity flux to break through surface oxidation.
What about the equipment itself?
Does machine maintenance matter?
Worn-out heating elements in a reflow oven can cause “cold spots” on a production line. Our SMT Assembly Services utilize state-of-the-art multi-zone ovens to provide uniform heat distribution across the entire PCB surface.
Key Takeaway: Prevention is always cheaper than rework; a well-tuned process makes cold joints a thing of the past.
| Prevention Strategy | Target Parameter | Benefit |
| Thermal Profiling | Peak Temperature | Complete Melting |
| Stencil Inspection | Paste Volume | Sufficient Solder |
| Proper Storage | Flux Activity | Better Wetting |
Strict adherence to these prevention steps drastically reduces the need for expensive post-production rework.
What Is the Role of Flux in Eliminating Cold Solder?
Flux is the “secret weapon” against a cold solder joint because its primary job is to chemically remove oxidation from the metal surfaces during heating. Without effective flux, the molten solder will bead up and fail to bond, even if the temperature is correct.

Why does flux stop working?
If a joint is overheated or if the “soak” time is too long, the flux can burn off before the solder actually melts. This leaves the metal surfaces unprotected and leads to a dry, cold joint that won’t conduct electricity.
- Removes oxides from copper pads and component leads.
- Lowers the surface tension of the molten solder.
- Prevents re-oxidation during the reflow cycle.
Can the type of flux change things?
Should you use “no-clean” or “water-wash”?
The choice depends on your reliability requirements. While “no-clean” is standard, some high-reliability boards benefit from the aggressive cleaning power of water-soluble fluxes to ensure a perfect Through-Hole Assembly bond.
Key Takeaway: Choosing the right flux chemistry is as important as choosing the right solder alloy for defect-free assembly.
| Flux Property | Purpose | Result |
| De-oxidation | Clean metal surface | High-strength bond |
| Wetting Agent | Reduce tension | Smooth Fillet |
| Thermal Transfer | Bridge the gap | Uniform heating |
Understanding flux dynamics allows you to troubleshoot wetting issues that look like temperature problems.
How Should You Rework a Detected Cold Solder Joint?
Reworking a cold solder joint isn’t just about adding more heat; it requires removing the bad solder and starting the bond from scratch. Simply “touching up” a joint with an iron often just hides the defect rather than fixing the underlying metallurgical failure.

What is the best rework technique?
The most reliable method is to use a de-soldering pump or wick to remove the old, oxidized solder completely. Then, apply fresh flux and new solder to the clean pad and pin to ensure a fresh intermetallic bond.
- Remove all old solder using a vacuum pump or wick.
- Clean the pad with isopropyl alcohol to remove burnt flux.
- Re-solder using the correct iron temperature and dwell time.
Is there a risk to the PCB?
Can too much rework cause damage?
Yes, excessive heat during rework can cause pad lifting or damage to internal traces. At queenems, we provide specialized PCB Inspection Services to verify that any reworked joints meet the original IPC standards without compromising the board.
Key Takeaway: Proper rework is a surgical process; it must be done with precision to restore the board to its full functional capacity.
| Rework Step | Tool Required | Goal |
| Solder Removal | De-soldering Wick | Clean pad/pin |
| Cleaning | Isopropyl Alcohol | Remove residue |
| Re-soldering | Calibrated Iron | New concave fillet |
Always treat rework as a last resort and focus on process control to prevent the need for it entirely.
What Role Does Component Storage Play in Soldering Quality?
The environment where you store your components and PCBs can directly lead to a cold solder joint even before they hit the assembly line. Moisture and humidity cause rapid oxidation on the soldering surfaces, making them “solder-repellent.”

How does humidity cause defects?
If components are left in a humid environment, the leads develop a thick oxide layer that a standard flux cannot penetrate. This results in a “false” joint where the solder wraps around the pin but never actually bonds to the metal.
- Store PCBs in vacuum-sealed bags with desiccant.
- Use dry cabinets for moisture-sensitive devices (MSDs).
- Monitor “floor life” to ensure parts don’t oxidize before assembly.
Does this apply to the solder too?
What about solder paste storage?
Solder paste is highly perishable; if left out at room temperature for too long, the flux dries out, leading to poor wetting and cold joints. Our SMT Assembly Services include strict cold-storage protocols to keep our materials in peak condition.
Key Takeaway: High-quality soldering starts with “clean” materials that have been protected from the elements since the day they were manufactured.
| Storage Condition | Risk | Mitigation |
| High Humidity | Lead oxidation | Dry Cabinet |
| Room Temp (Paste) | Flux separation | Refrigeration |
| Long Shelf Life | Brittle leads | First-in, First-out |
Managing your material environment is a passive but powerful way to maintain high production yields.
How to Select a Manufacturer with Strong Quality Control?
Choosing a partner that understands how to eliminate the cold solder joint is the difference between a successful product launch and a recall nightmare. You need a manufacturer that treats quality as a systematic process rather than an afterthought.
What equipment should they have?
A professional factory must have automated thermal profiling tools, AOI machines, and 3D X-ray systems to inspect hidden joints under BGAs. These tools ensure that every cold solder joint is caught during production, not by your customer.
- ISO 9001 and IPC-A-610 certification.
- Transparent yield data and rework logs.
- In-house X-ray and functional testing capabilities.
Is communication important?
Why is engineering support vital?
A good manufacturer won’t just build what you send; they will perform a DFM review to ensure your pad sizes are optimized for the reflow process. We invite you to contact us today to see how our engineering-driven approach prevents defects before they happen.
Key Takeaway: Your manufacturer’s quality control is an extension of your own engineering team; choose a partner that shares your standards.
| Factor | Low-Cost Shop | QueenEMS Factory |
| Inspection | Visual Only | AOI + 3D X-Ray |
| Profiling | Estimated | Real-time Data |
| Engineering | None | Full DFM Review |
Investing in a high-quality manufacturer saves you more money in the long run by eliminating field failures.
Knowing the theory behind cold solder joints is only half the battle; the other half is finding a manufacturing partner who actually cares about your yield rate. Too many OEMs waste months fighting intermittent hardware bugs that were entirely caused by sloppy factory execution. It’s time to upgrade your supply chain. Let QueenEMS show you what true industrial-grade reliability looks like—starting with a flawless prototype.
Conclusion
Understanding the root causes of the cold solder joint—from insufficient heat to poor material storage—is essential for any electronics professional focused on reliability. We’ve explored how visual and electrical identification methods can catch these defects and why robust prevention strategies are the only way to ensure mechanical and electrical stability. By mastering these soldering fundamentals, you can protect your brand’s reputation and ensure your products perform flawlessly in the most demanding environments.
At queenems, we don’t just assemble boards; we engineer reliability into every connection. Our vision is to be the global benchmark for high-difficulty PCBA production, ensuring that “China speed” is always matched by “International quality.” If you’re tired of intermittent failures and poor communication, let us show you the difference that factory-direct engineering support can make. Contact us today to discuss your project and get a professional quote within 2 hours—let’s build something reliable together.
FAQ
Can I fix a cold solder joint just by reheating it?
No, simply reheating often doesn’t solve the underlying oxidation or flux depletion. The best practice is to remove the old solder, clean the area, and re-apply fresh flux and solder for a true metallurgical bond.
What’s the best iron temperature to prevent cold joints?
Typically, you should set your iron about 15°C to 30°C above the melting point of your specific alloy. For lead-free solder (SAC305), this usually means a tip temperature around 350°C to 370°C, depending on the component’s thermal mass.
How do I know if my SMT reflow profile is correct?
A correct profile ensures all joints reach “Time Above Liquidus” (TAL) for 45-90 seconds. You must use a thermal profiler (like a KIC or Wickman) with thermocouples attached to the largest components to verify this.
Can a cold solder joint pass a functional test?
Yes, unfortunately, cold joints often have enough “touching” contact to pass a basic power-on test. However, they will eventually fail due to vibration or thermal expansion, making them a major risk for field reliability.
How do I prevent oxidation on my PCB pads?
Keep your boards in their original vacuum-sealed packaging with humidity indicator cards until the moment you are ready to print solder paste. If boards have been exposed for more than 48 hours, they may require a low-temperature “bake” to remove moisture.